Aplikacje dla użytkowników!
1) Wybierz zastosowanie:
Cable Industry / Stamping Industry (Kabelindustrie / Stanztechnik)
2) Wybierz język:
APP N° 801
|
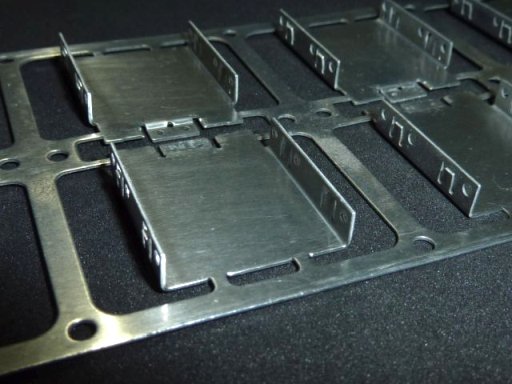
Detection of dents and bumps on metal punching strips Dents and bumps on metal punching strips should be detected. |

|
|||||
APP N° 800
|
Detection of deformations on stamping stripes Deformations on stamping stripes should be detected. |

|
|||||
APP N° 762
|
Position control of metal stamping parts The position of metal stamping parts should be controlled. |

|
|||||
APP N° 761
|
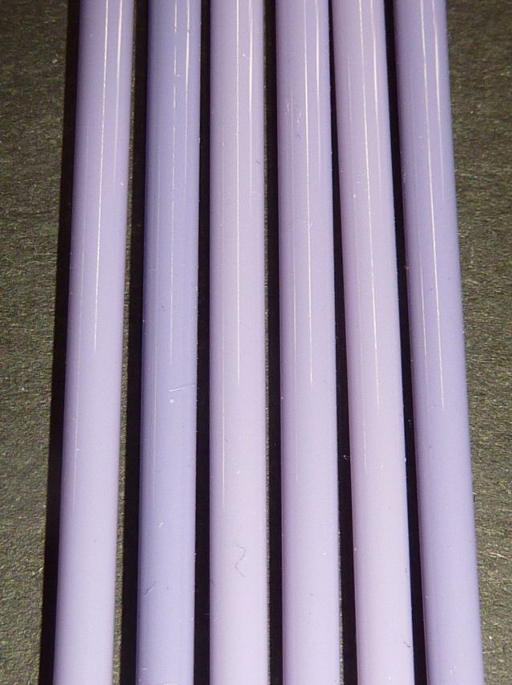
Color measurement of synthetic wires The color of synthetic wires should be measured. |
|
|||||
APP N° 743
|
Frequency measurement of rotating fans The frequency of rotating blowers should be measured. |

|
|||||
APP N° 658
|
Oil film detection on metal stamping stripes The presence of an oil film on metal stripes should be detected. Especially after the cleaning process remaining residues of lubricants must be recognized. |
|
|||||
APP N° 610
|
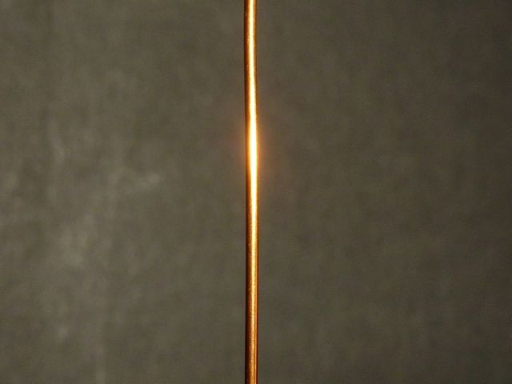
Color measurement of copper coated wires The color of copper anodized wires should be measured. |
|
|||||
APP N° 465
|
Color measurement of the insulation of cables The color of the insulation of electrical cables should be inline measured. |
|
|||||
APP N° 437
|
Color differentiation of tin and silver plated stamping stripes Tin plated stamping stripes should be distinguished from silver plated stamping stripes. |
|
|||||
APP N° 414
|
Frequency control of industrial ventilators The frequency as well as the direction of rotation of industrial ventilators should be controlled. At this, on one of the blades of the ventilator a fluorescent label is glued on. |

|
|||||
APP N° 409
|
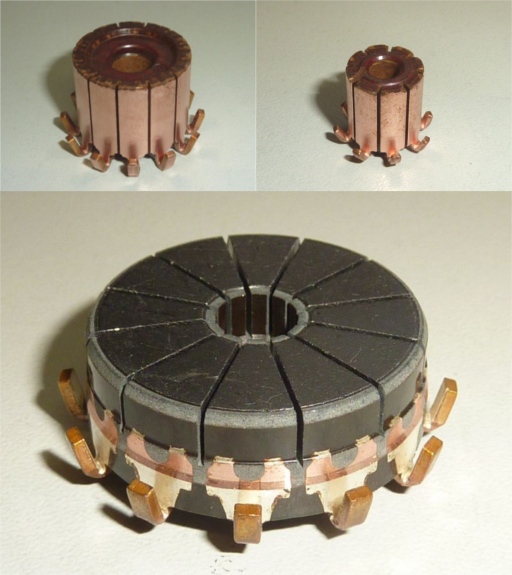
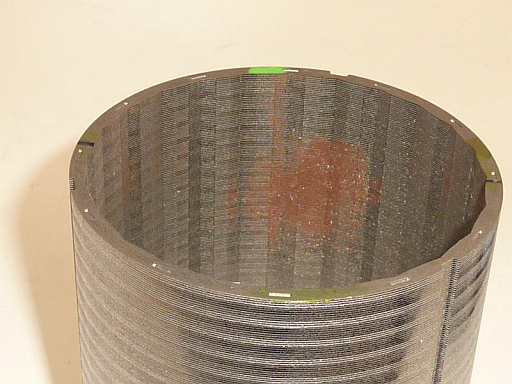
Gap detection on iron cores of electrical motors The gaps on iron cores of electrical motors should be detected during the fast rotation. |
|
|||||
APP N° 402
|
Color control of cable jacket The color of a cable jacket should be controlled. |

|
|||||
APP N° 384
|
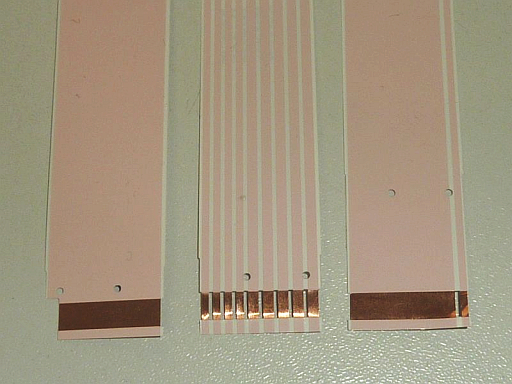
Detection of the edge of a stripped ribbon cable The beginning of the laser stripped part of a ribbon cable should be precisely detected. |
|
|||||
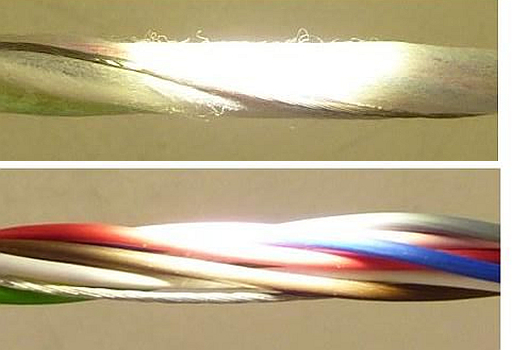
APP N° 325
|
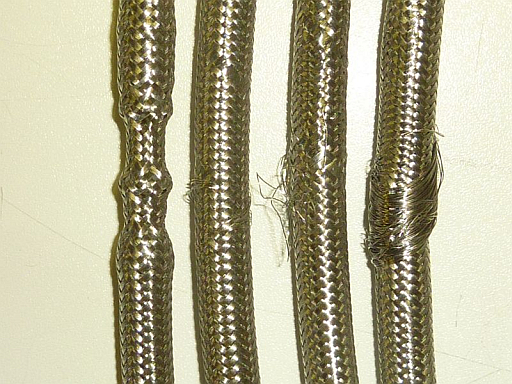
Braided hose wire absence and overstretch control The presence of all wires inside a braided hose should be controlled. Furthermore it should be controlled, whether the hose is overstretched. |
|
|||||
APP N° 324
|
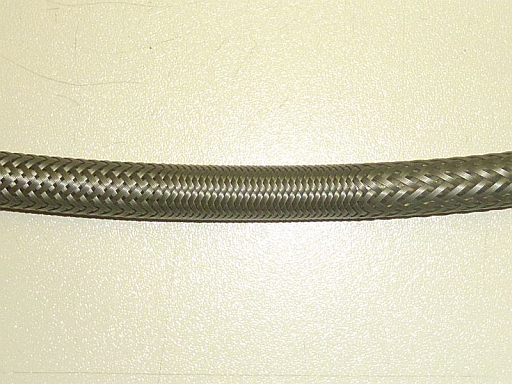
Braided cable sleeves diameter failure detection Deviations of the diameter of braided sleeves should be detected. |
|
|||||
APP N° 311
|
Presence control of a blind thread in aluminum casting An internal thread in an aluminum casting should be detected; furthermore the blind thread should be differentiated from a blind hole. |

|
|||||
APP N° 309
|
Color mark detection on optical fibers and color differentiation of optical fibers The color as well as a color mark should be detected on optical fibers. The feed speed of the glass fiber is roughly 10 m/s. |
|
|||||
APP N° 305
|
Detection of a black marked welding line on different metal stamping stripes A black mark should be detected on metal stamping stripe. At this, the stripes can be different in color and gloss. |

|
|||||
APP N° 288
|
Presence control of an o-ring seal on aluminum casing The presence of an o-ring seal on aluminum housing should be controlled. |

|
|||||
APP N° 286
|
Gloss control of a cable jacket The gloss of a black cable jacket should be controlled. |

|
|||||
APP N° 285
|
Presence control of a fleece on a cable harness The presence of a fleece on a cable bundle should be controlled. At this, the color of the harness can differ from batch to batch, whereas the color of the fleece remains white. |
|
|||||
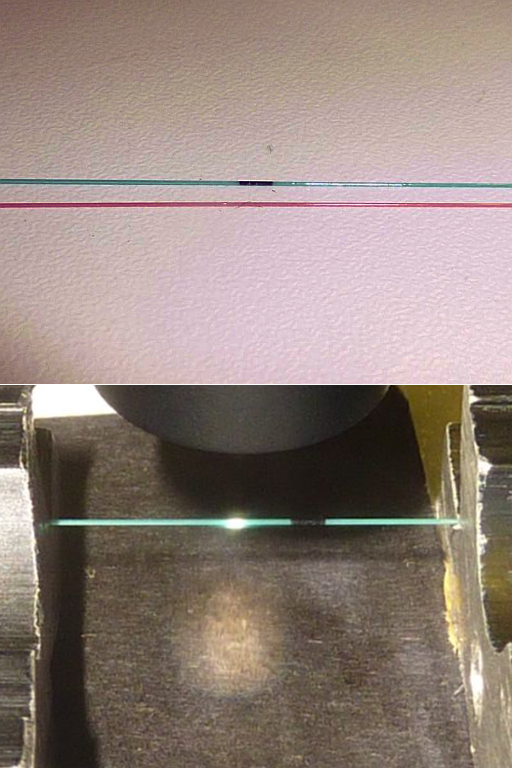
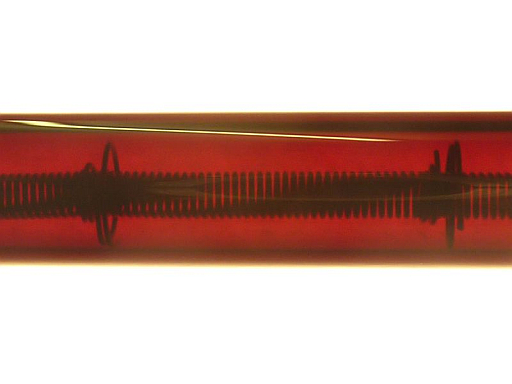
APP N° 284
|
Position control of filament holders in bulbs The position of the filament holders in clear as well as red glass bulbs should be controlled. |
|
|||||
APP N° 281
|
Ejection control of stamping parts Due to stamping tool protection reasons the ejection of very small stamping parts should be controlled and the parts counted. The ejection speed of the parts is in the range of a few m/s. |

|
|||||
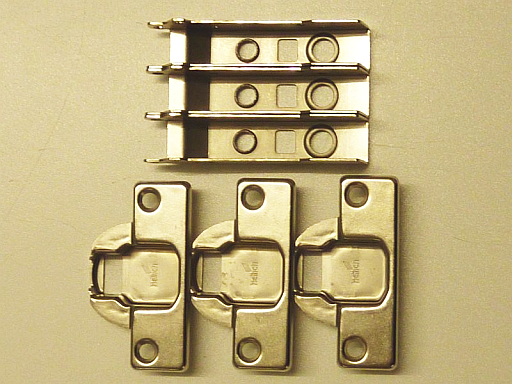
APP N° 218
|
Surface control of frame joints The surface of several hinge-joints should be color-gloss controlled on different areas. |
|
|||||
APP N° 210
|
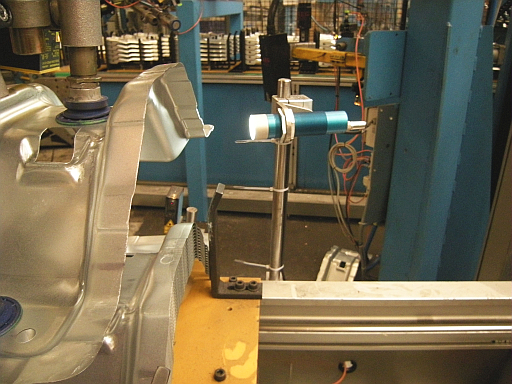
Double sheet control of stamping parts in the automotive industry During the handling process of stamped metal parts it happens, that instead of one part two or more parts will be sucked up from a robot. |
|
|||||
APP N° 196
|
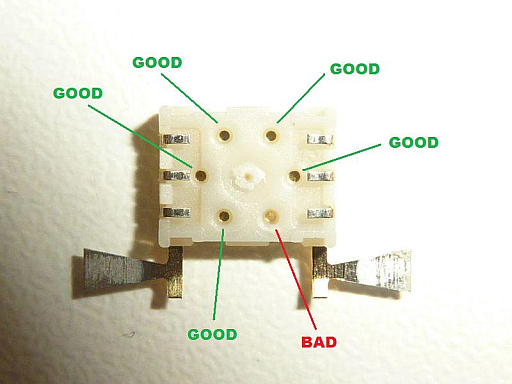
Optical control of electrical contacts on a partly plastic covered stamping part In the error case the electrical contacts of a stamping part can be slightly covered with a thin plastic film. This should be detected with an optical system. |
|
|||||
APP N° 193
|
Detection of a fluorescent mark on a metal sheet matrix A fluorescent mark on the top side of a metal sheet matrix should be detected. |
|
|||||
APP N° 107
|
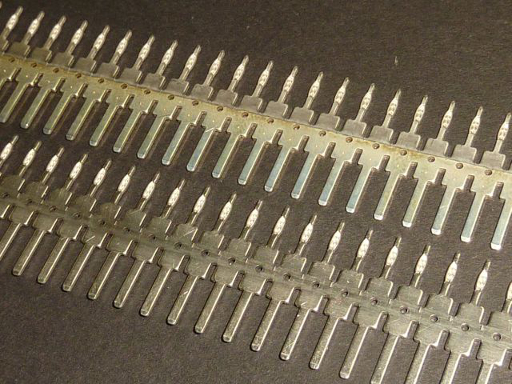
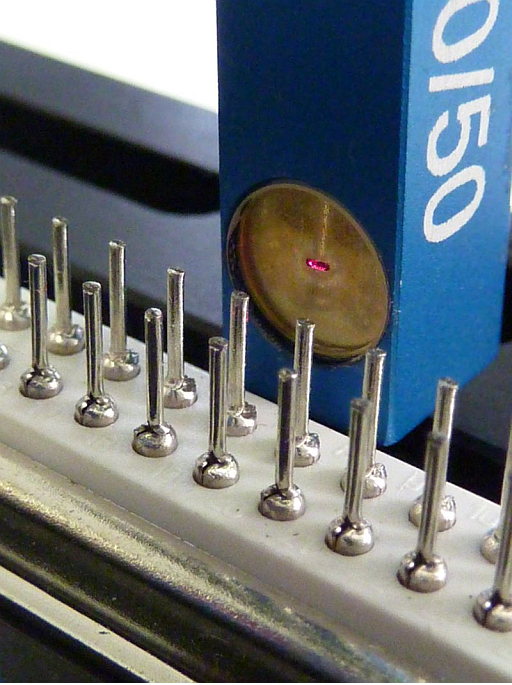
Pin width control of electrical components The width of the pins of an electrical component should be controlled. |
|
")