Esempi di applicazioni pratiche nell'uso industriale
A-LAS-CON1
1) Selezionare una lingua:
|
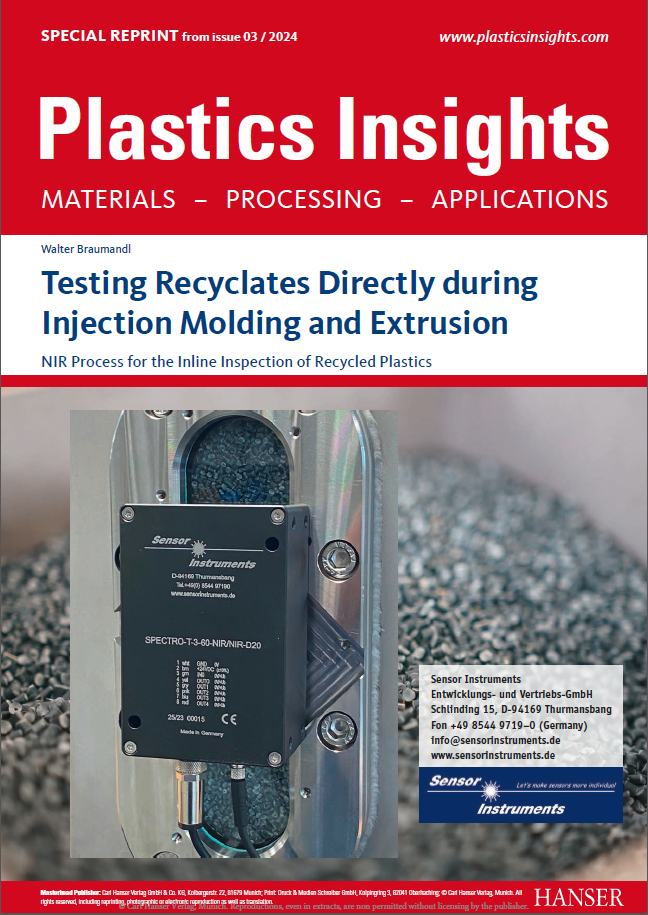
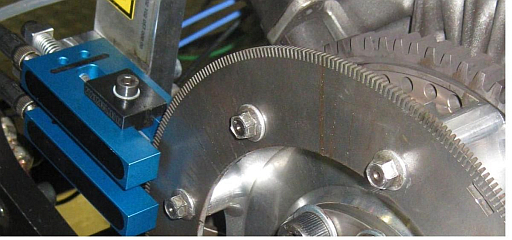
Rozpoznawanie defektów w tarczach do cięcia Powinny zostać wykrywane defekty w tarczach do cięcia. Defect recognition on saw blade discs Defects on saw blade discs should be detected. |
|
||||||
|
Rozróżnianie nakrętek śrub z zastosowaniem kontroli średnic wewnętrznych Nakrętki M8 i M10 powinny być odróżniane metodą pomiaru Inline średnicy wewnętrznej. Inside diameter differentiation of threaded nuts M8 and M10 screw-nuts should be inline differentiated by inner diameter measurement. |

|
||||||
|
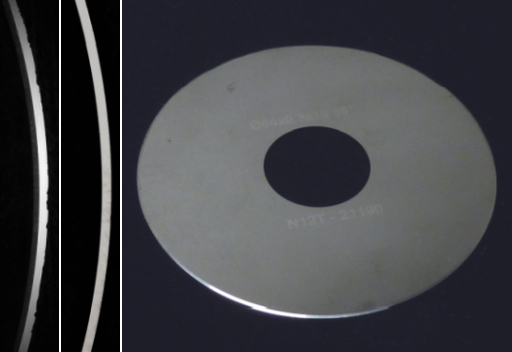
Rozpoznawanie przerw w miejscach klejenia na przezroczystych etykietach. Powinna być rejestrowana pustka w miejscu klejenia na przezroczystych etykietach. Glue line gap detection on transparent label On a transparent label a gap in a glue line should be detected. |
|
||||||
|
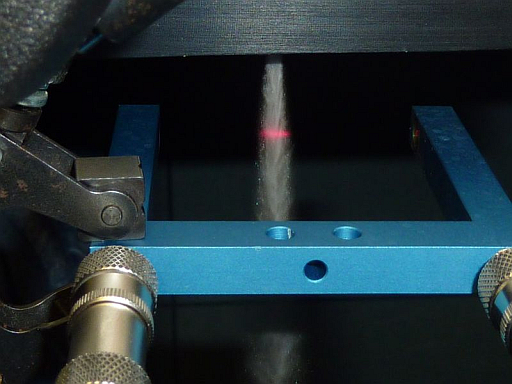
Pomiar wielkości cząstek w strumieniu rozpylanej cieczy Powinna być określana wielkość cząstek w strumieniu rozpylanej cieczy. Particle size measurement in a spray jet The size of particles in a spray jet should be measured. |
|
||||||
|
Kontrola strumienia rozpylanej cieczy w trakcie ruchu Powinien być kontrolowany strumień cieczy rozpylanej z dyszy w trakcie ruchu. Spray jet control during the movement The spray jet of a spray nozzle should be controlled during the movement. |
|
||||||
|
Pomiar długości płyty gipsowo-kartonowej Powinna zostać zmierzona długość płyty gipsowo-kartonowej. Measurement of the length of gypsum plasterboard The length of gypsum plasterboard should be measured. |

|
||||||
|
Kontrola długości metalowego wałka Zadaniem czujnika jest kontrola długości metalowego wałka. Prędkość linii wynosi ok. 2m/s. Length control of a metal rod The length of a steel rod should be controlled. At this, the metal rod will be moved with around 2m/s during the measurement. |

|
||||||
|
Detekcja zniekształceń w profilu aluminiowym Czujnik wykrywa zniekształcenia profilu aluminiowego. Detection of super elevations of aluminum profile Super elevations of aluminum profile should be detected. |

|
||||||
|
Detekcja rozgałęzienia w gałęziach Zadaniem czujnika jest detekcja rozgałęzienia w gałęziach. Prędkość przesuwu oraz grubość gałęzi może się zmieniać w zależności od dostawy. Zakres detekcji wynosi 100mm. Detection of embeddings in branches Embeddings should be detected in branches. The transportation speed as well as the thickness of the branches can be different from batch to batch. A working range of a height of 100mm should be detected. |

|
||||||
|
Szybki pomiar kąta wychylenia oraz kierunku obrotu tarczy ząbkowanej Czujnik mierzy kąt wychylenia szybko obracającej się tarczy. Dodatkowo kontroluje on kierunek obrotu. High speed angle measurement with direction control The angle position of a very fast rotating shaft should be measured; furthermore the direction of the rotation should be controlled |
|
||||||
|
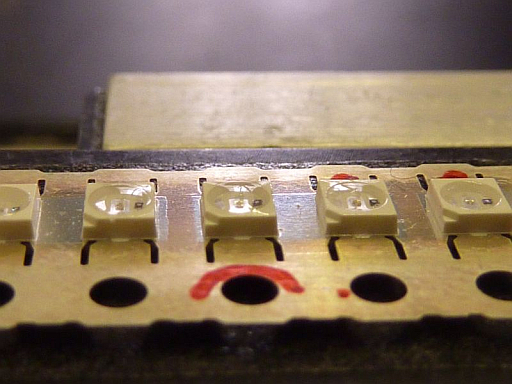
Kontrola przepełnienia diód LED SMD Zadaniem czujnika jest kontrola przepełnienia przezroczystym tworzywem powierzchni diód LED wykonanych w technologii SMD. Overfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with regard to overfilling. |
|
||||||
|
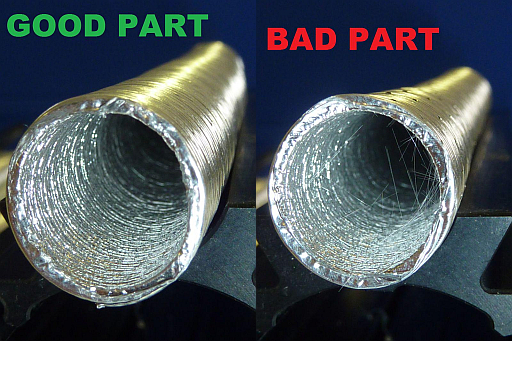
Kontrola obecności włókien w rurze aluminiowej Czujnik wykrywa obecność włókien w rurze aluminiowej o długości 160mm i średnicy 14mm. Właściwie wyprodukowany detal jest pozbawiony wspomnianych włókien. Rurę możemy swobodnie ustawiać i obracać o 360 stopni. Po obu stronach rury jest wystarczająca przestrzeń na montaż czujnika. Control of the presence of fibers in an aluminum tube In aluminum tubes with a length of approximately 160mm and an inner diameter of 14mm the presence of fibers should be checked, at which a good tube is a tube without any fibers. The tubes can be positioned and turned 360° around, around both ends of the tube there is space enough for mounting the sensors. |
|
||||||
|
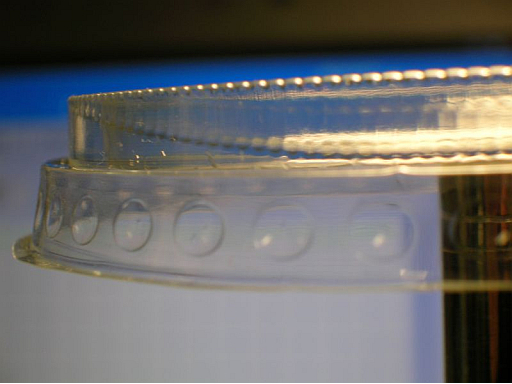
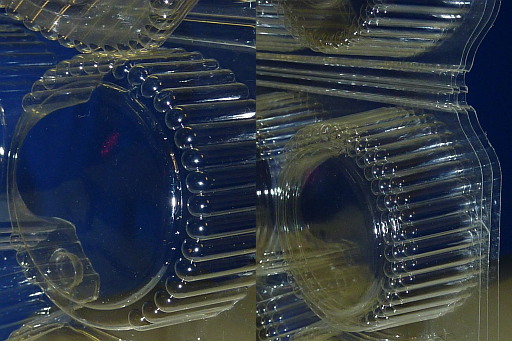
Kontrola obecności radełkowanych fragmentów blistrów Czujnik sprawdza obecność radełkowania elementów blistra. Błędnie wyprodukowane detale nie posiadają powierzchni radełkowanych. Control of the presence of straight knurling on a transparent plastic closure On a transparent plastic closure the straight knurling should be detected. On incorrect closures the straight knurling is partly not present. |
|
||||||
|
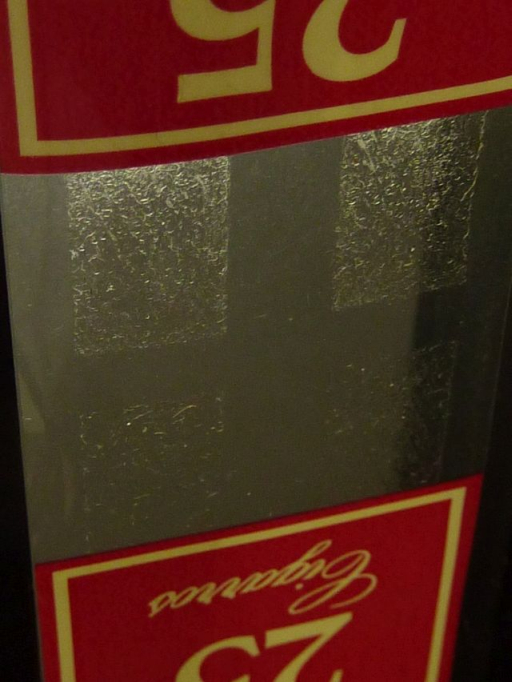
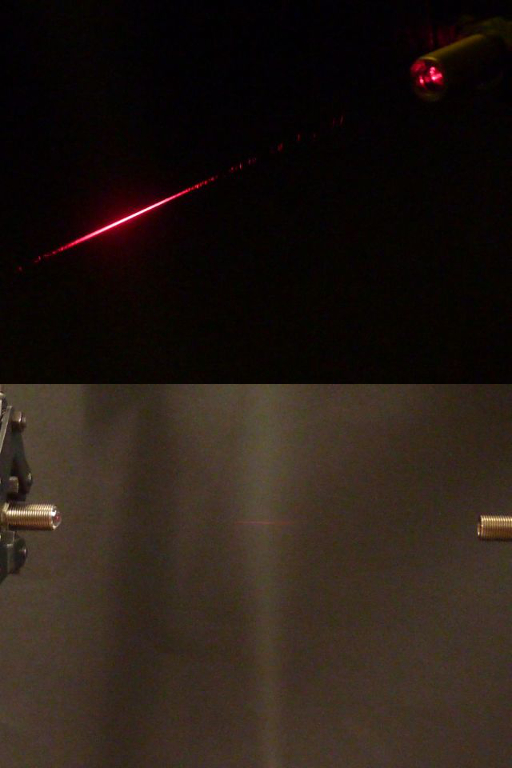
Kontrola kropli laserową barierą jednodrogową Czujnik kontroluje ilość oraz wielkość kropli. Drop control with a laser through beam system The number as well as the volume of drops should be controlled. |

|
||||||
|
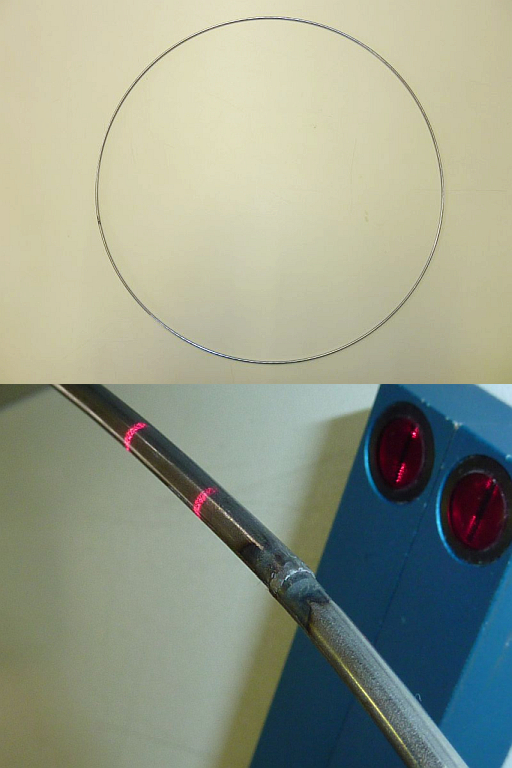
Detekcja spawu na metalowej obejmie Czujnik wykrywa spaw na metalowej obejmie. Podczas pomiaru obejma jest obracana wokół własnej osi. Detection of a welding line on a metal ring The task is to detect the welding line on a metal ring. During the measurement, the metal ring will be turned around. |
|
||||||
|
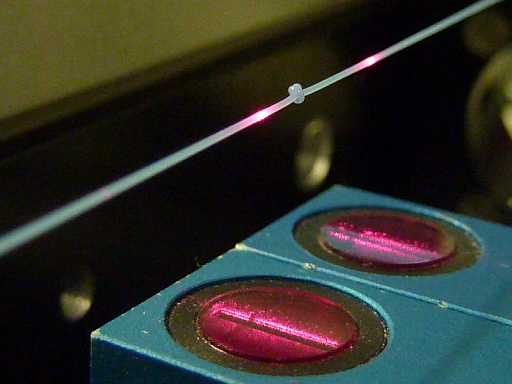
Kontrola supłów podczas produkcji żyłki z tworzywa Czujnik wykrywa zarówno supły (spętlenia) jak i inne uszkodzenia żyłki z tworzywa. Żyłka występuje w różnych średnicach, prędkość podajnika na poziomie kilku m/s. Knot and defect control of mono filaments Knots as well as defects on mono filaments and threads should be detected. At this, different diameters of filaments and threads are possible and the feed rate lies in the range of a few m/s. |
|
||||||
|
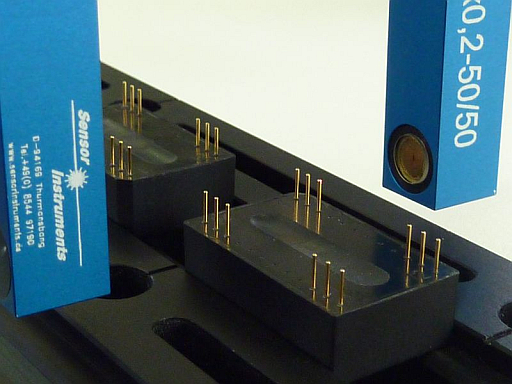
Kontrola grubości nóżek komponentów elektronicznych Czujnik kontroluje grubość nóżek komponentów elektronicznych. Pin width control of electrical components The width of the pins of an electrical component should be controlled. |
|
||||||
|
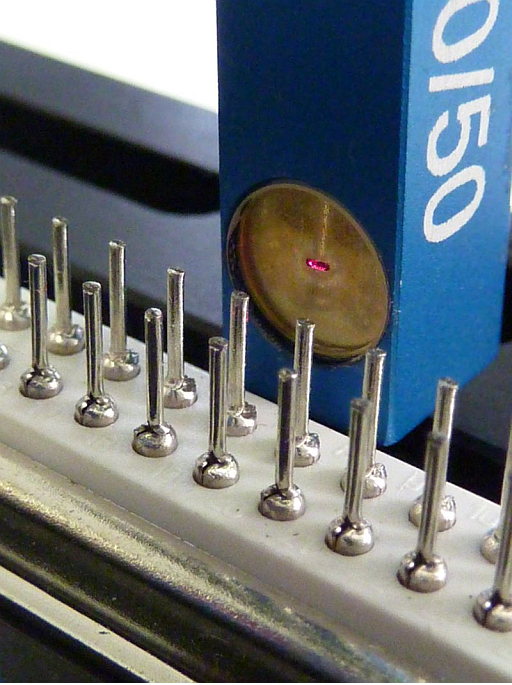
Kontrola wysokości nóżek komponentów elektronicznych Czujnik kontroluje wysokośc nóżek komponentów elektronicznych podczas ich produkcji. Pin height control of electrical components The height of the pins of an electrical component should be controlled during the production. |
|
||||||
|
Kontrola gęstości strumienia rozpylacza ciśnieniowego Czujnik kontroluje gęstość strumienia rozpylacza ciśnieniowego. Spray jet amount control The density of the spray jet should be controlled. |
|
||||||
|
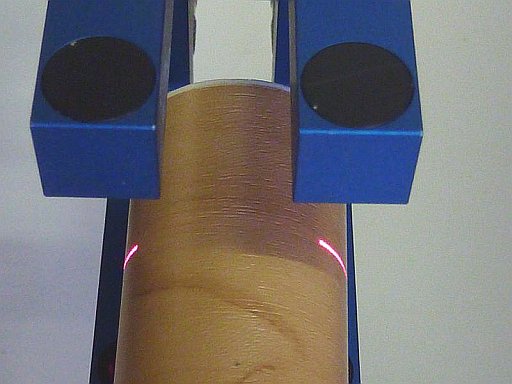
Kontrola średnicy drewnianego kija Czujnik kontroluje średnicę drewnianego kija podczas produkcji. Inline diameter control of wooden staff During the production of wooden staff the diameter must be controlled while the rod is moved. |
|
||||||
|
Kontrola ilości blistrów opakowań Zadaniem czujnika jest wyeliminowanie sytuacji, gdy maszyna obrabia 2 przypadkowo sklejone blistry. Control of the number of blister packages During the handling process of blister packages it can happen, that more than one blister package will be transported simultaneously, this should be avoided. |
|
||||||
|
Kontrola pozycji spirali na żarniku Czujnik wykrywa pozycję zwoju spirali żarnika w procesie produkcji żarówek. Występują 2 różne typy spiral, różniące się odstępem między zwojami. Prędkość linii wynosi ok. 0,02m/s, średnica żarnika zależy od typu – od 0,3mm do 1,5mm. Maksymalny odstęp między zwojami wynosi 1mm. Spiral position control on a filament The position of the spiral coil on a filament for the light bulb industry must be controlled. There are two different types of spirals, different in gapping, on the filament. The speed of the filament is approximately 0.02m/s, the diameter of the filament is dependent of the type (min. 0.3mm and max. 1.5mm) and the maximum gapping of the spiral is 1mm. |

|
||||||
|
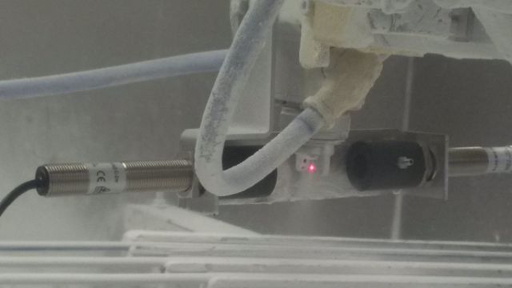
Kontrola strumienia rozpylacza ciśnieniowego podczas matowienia szkła w przemyśle farmaceutycznym Podczas produkcji butelek szklanych dla przemysłu farmaceutycznego, wewnętrzna warstwa szkła pokrywana jest specjalną warstwą chemiczną podawaną do środka butelki przez szyjkę za pomocą rozpylacza ciśnieniowego. Podczas tego procesu butelka ma nadal temp kilkuset stopni Celsjusza. Spray-jet control during the glass bottle coating process in the pharmaceutical industry During the production of glass bottles for the pharmaceutical industry the inner surface must be coated with a certain chemical film, which makes the bottles diffuse. At this crystals will be sprayed through the bottle neck with a nozzle into the bottle. During this process, the bottles have still a temperature of a few hundred centigrade. |

|
||||||
|
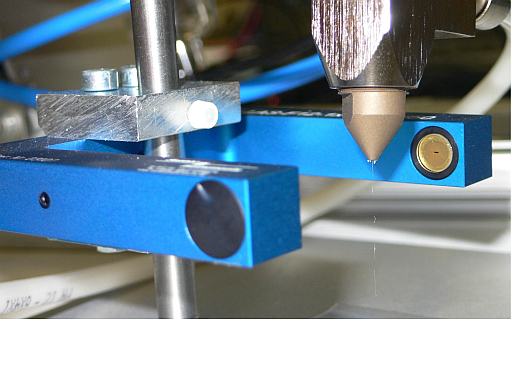
Kontrola punktu spawu Spawanie punktowe jest bardzo popularne, szczególnie wśród producentów modułowych płytek PCB. Głowica piezo podaje bardzo małą kroplę wielkości dziesiątych części milimetra. Zadaniem czujnika jest kontrola obecności tej kropli. Soldering flux control during the selective flux application Selective soldering in combination with selective flux application becomes more and more popular. Especially manufacturers of mixed assembled PCB boards benefit from this new technology. Only the areas which will be soldered will be covered from the soldering flux. To achieve this, a piezo nozzle is used to generate small flux droplets with a diameter of a few tenth of a millimeter. At this the scattering angle is very small which make sure, that the droplets strike only the scheduled area. The amount as well as the direction of the droplets should be controlled. |
|
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")