Esempi di applicazioni pratiche nell'uso industriale
A-LAS-CON1
1) Selezionare una lingua:
|
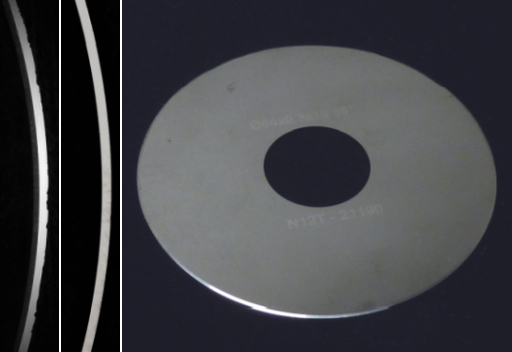
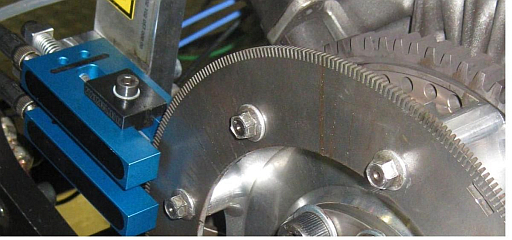
Döner testere disklerindeki hataların algılanması Hasarlı döner testere diskleri algılanacaktır. Defect recognition on saw blade discs Defects on saw blade discs should be detected. |
|
||||||
|
İç çap kontrolü vasıtasıyla cıvata somunlarının ayırt edilmesi M8 ve M10 somunlar iç çaplarının ölçülmesi ile inline olarak ayırt edilecektir. Inside diameter differentiation of threaded nuts M8 and M10 screw-nuts should be inline differentiated by inner diameter measurement. |

|
||||||
|
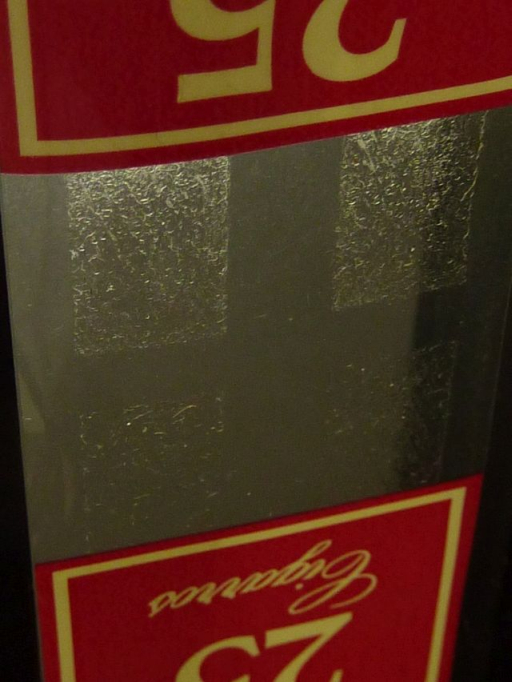
Şeffaf etiketlerdeki yapışkan yerlerdeki boşlukların algılanması Şeffaf etiketlerde bir yapışkan yerin boşluğu algılanacaktır. Glue line gap detection on transparent label On a transparent label a gap in a glue line should be detected. |
|
||||||
|
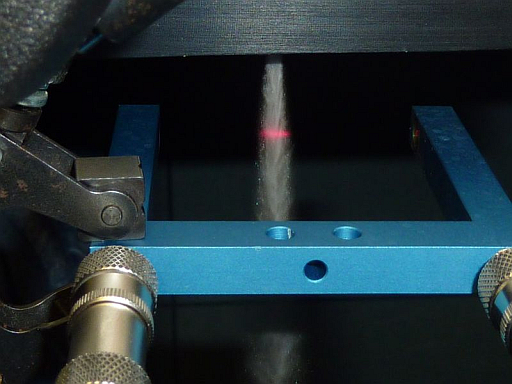
Bir püskürtme demetindeki partikül boyutunun ölçümü Bir püskürtme demetindeki partikül boyutu belirlenecektir. Particle size measurement in a spray jet The size of particles in a spray jet should be measured. |
|
||||||
|
Hareket esnasında püskürtme demeti kontrolü Bir sprey kutusunun püskürtme demeti hareket esnasında denetlenecektir. Spray jet control during the movement The spray jet of a spray nozzle should be controlled during the movement. |
|
||||||
|
Alçı karton plakasının boyunun ölçümü Bir alçı karton plakasının boyu ölçülecektir. Measurement of the length of gypsum plasterboard The length of gypsum plasterboard should be measured. |

|
||||||
|
Metal bir çubuğun boy kontrolü Metal çubuğun boyu kontrol edilebilir. Burada, ölçüm sırasında metal çubuğun ilerleme hızı yaklaşık 2m/s olmalıdır. Length control of a metal rod The length of a steel rod should be controlled. At this, the metal rod will be moved with around 2m/s during the measurement. |

|
||||||
|
Alüminyum profilin süper dikey kesitlerinin saptanması Alüminyum profilin süper dikey kesitleri saptanabilir. Detection of super elevations of aluminum profile Super elevations of aluminum profile should be detected. |

|
||||||
|
Dallardaki gömmelerin saptanması Dallardaki gömmeler saptanabilir. Dalların taşınma hızı tıpkı kalınlıkta olduğu gibi incelenen gruptan gruba göre farklılık gösterir. 100mm yükseklikteki çalışma koşullarında saptanabilir. Detection of embeddings in branches Embeddings should be detected in branches. The transportation speed as well as the thickness of the branches can be different from batch to batch. A working range of a height of 100mm should be detected. |

|
||||||
|
Yüksek açısal hızın yön kontrollü ölçülmesi Çok hızlı dönen şaftın açı konumu ölçülebilir, ayrıca dönüş yönü kontrol edilebilir. High speed angle measurement with direction control The angle position of a very fast rotating shaft should be measured; furthermore the direction of the rotation should be controlled |
|
||||||
|
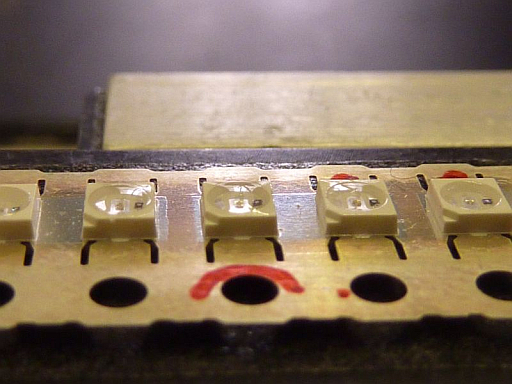
SMD LED’ lerin fazla dolum kontrolü SMD LED içerisindeki geçirgen döküm bileşen seviyesi fazla dolumdan dolayı kontrol edilebilir. Overfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with regard to overfilling. |
|
||||||
|
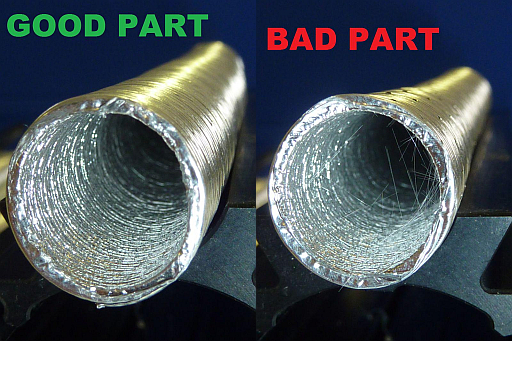
Alüminyum tüp içersindeki liflerin varlığının kontrolü Yaklaşık 160 mm boya ve 14 mm çapa sahip alüminyum tüplerdeki lif varlığı kontrol edilebilir. Bir alüminyum tüpün iyi olarak nitelendirilebilmesi için hiç lif içermemesi gerekmektedir. Tüpler konumlandırılır ve ekseni etrafında 360o dönerler. Tüplerin boyutları, sensörlerin konumlandırılması için yeterlidir. Control of the presence of fibers in an aluminum tube In aluminum tubes with a length of approximately 160mm and an inner diameter of 14mm the presence of fibers should be checked, at which a good tube is a tube without any fibers. The tubes can be positioned and turned 360° around, around both ends of the tube there is space enough for mounting the sensors. |
|
||||||
|
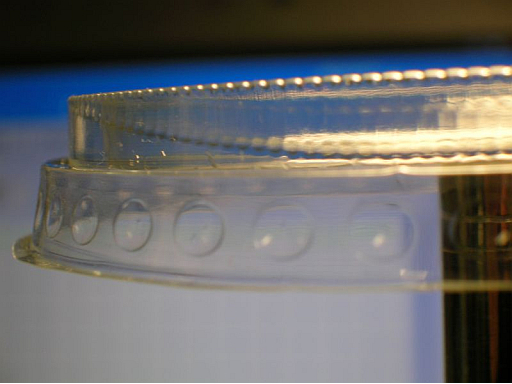
Bir geçirgen plastik kapak üzerindeki düz dişlerinin varlığının kontrolü Bir geçirgen plastik kapak üzerindeki düz dişlerin varlığının kontrolü gerçekleştirilebilir. Düzgün olmayan kapak üzerinde, düz tırtık kısmen mevcut olmaz. Control of the presence of straight knurling on a transparent plastic closure On a transparent plastic closure the straight knurling should be detected. On incorrect closures the straight knurling is partly not present. |
|
||||||
|
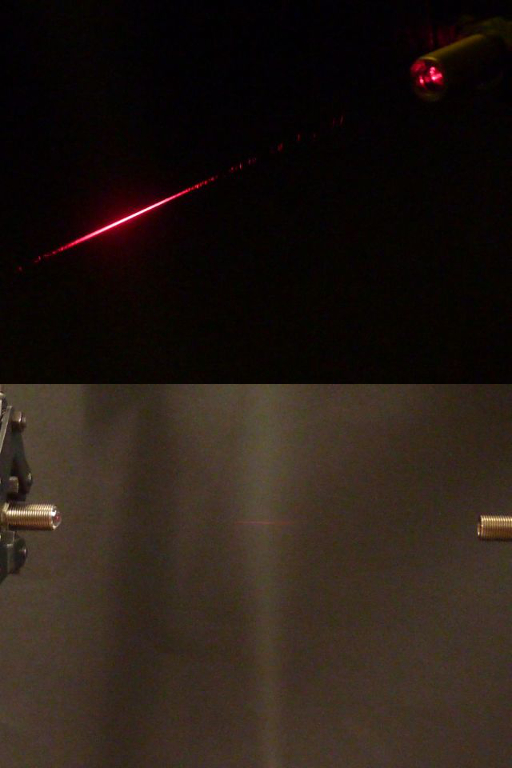
Işın sistemi içerisinden lazer ile damla kontrolü Damlaların sayısı ve hacmi kontrol edilebilir. Drop control with a laser through beam system The number as well as the volume of drops should be controlled. |

|
||||||
|
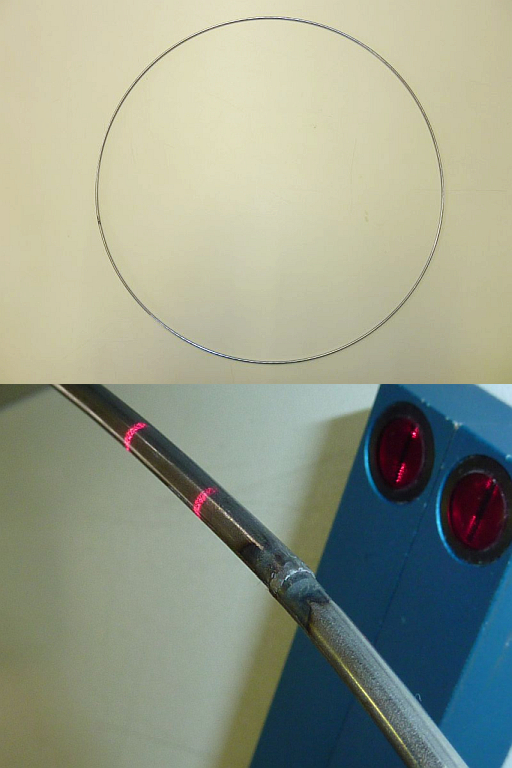
Metal bir halka üzerindeki kaynak çizgisinin saptanması Amaç, metal bir halka üzerindeki kaynak çizgisinin saptanmasıdır. Ölçüm sırasında metal halka dönme hareketi sergiler. Detection of a welding line on a metal ring The task is to detect the welding line on a metal ring. During the measurement, the metal ring will be turned around. |
|
||||||
|
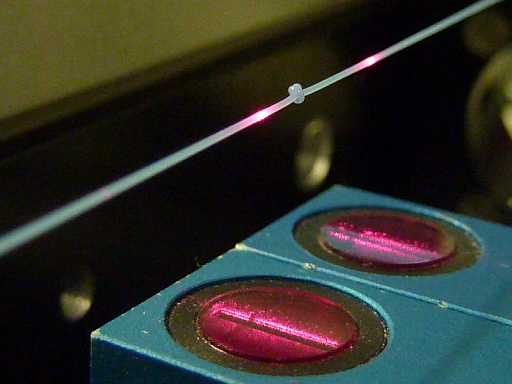
Tek filamanların bağ ve hata kontrolü Filamanlar ve dişler üzerinde bağ ve hatalar saptanabilir. Burada, farklı çapa sahip filamanlar ve dişlerr kullanmak mümkündür ve besleme hızı birkaç m/s’ dir. Knot and defect control of mono filaments Knots as well as defects on mono filaments and threads should be detected. At this, different diameters of filaments and threads are possible and the feed rate lies in the range of a few m/s. |
|
||||||
|
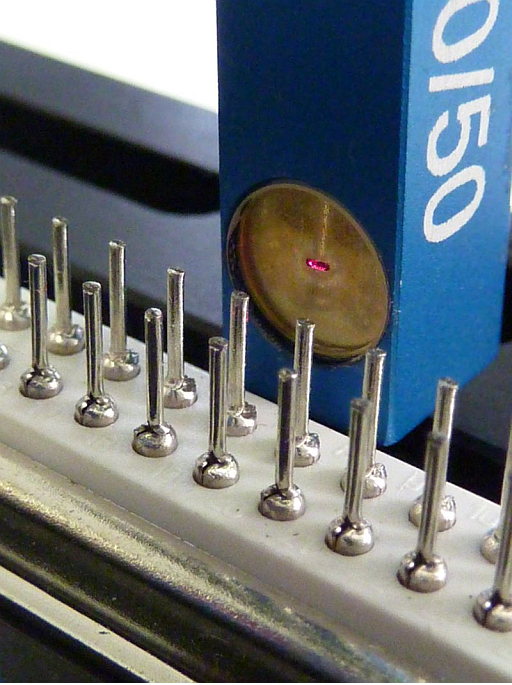
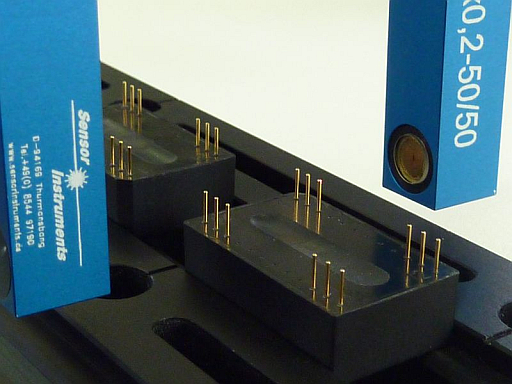
Elektrik bileşenlerin pim genişlik kontrolü Elektrik bileşenlerin pim genişlik kontrolü gerçekleştirilebilir. Pin width control of electrical components The width of the pins of an electrical component should be controlled. |
|
||||||
|
Elektrik bileşenlerinin pim yükseklik kontrolü Üretim sırasında elektrik bileşenlerin pim yükseklik kontrolü gerçekleştirilebilir. Pin height control of electrical components The height of the pins of an electrical component should be controlled during the production. |
|
||||||
|
Sprey jet miktar kontrolü Sprey jet yoğunluk kontrolü gerçekleştirilebilir. Spray jet amount control The density of the spray jet should be controlled. |
|
||||||
|
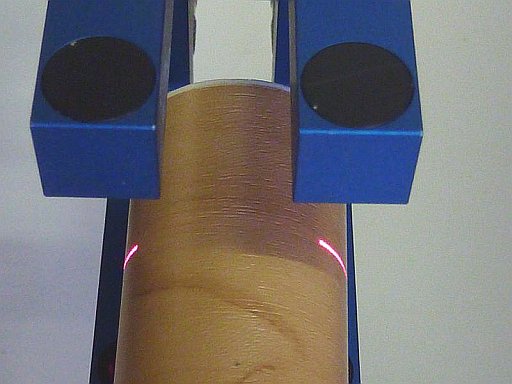
Ağaç işi parçalarının sıralı çap kontrolü Çubuk hareket ederken, ağaç işi parçaların üretimi sırasında çapları kontrol edilebilir. Inline diameter control of wooden staff During the production of wooden staff the diameter must be controlled while the rod is moved. |
|
||||||
|
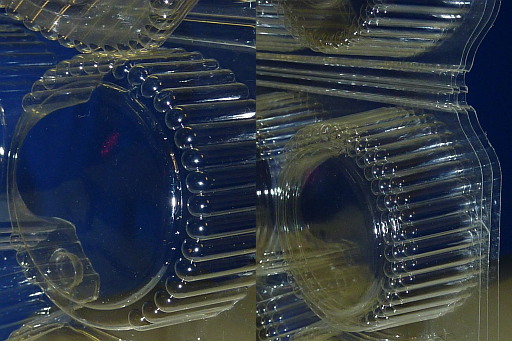
Hava kabarcıklı paketlerin sayısının kontrolü Havalı paketlerin el ile proses edilmesi sırasında birden fazlanın taşınmasından kaçınılmalıdır. Control of the number of blister packages During the handling process of blister packages it can happen, that more than one blister package will be transported simultaneously, this should be avoided. |
|
||||||
|
Bir filaman üzerinde spiral pozisyonun kontrolü Işık ampül endüstrisinde kullanılan bir filaman üzerindeki spiral sarımın pozisyonu kontrol edilebilir. Filaman üzerinde boşlukları farklı olan iki tür spiral mevcuttur. Filaman hızı yaklaşık olarak 0.02 m/s, çapı türüne göre 0.3mm-1.5mm arasında değişmektedir ve spiraller arası maksimum boşluk 1mm’ dir. Spiral position control on a filament The position of the spiral coil on a filament for the light bulb industry must be controlled. There are two different types of spirals, different in gapping, on the filament. The speed of the filament is approximately 0.02m/s, the diameter of the filament is dependent of the type (min. 0.3mm and max. 1.5mm) and the maximum gapping of the spiral is 1mm. |

|
||||||
|
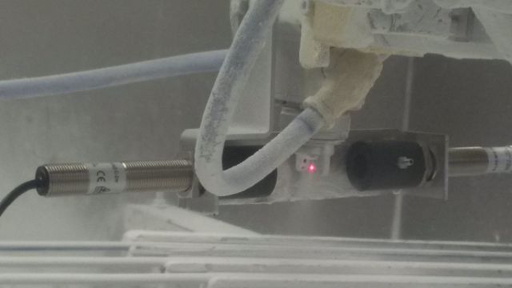
İlaç endüstrisinde kullanılan cam şişelerin kaplama prosesi sırasında sprey-jet kontrolü İlaç sektörü için kullanılan cam şişelerin üretimi sırasında iç yüzey tamamen kimyasal film ile kaplanmalıdır. Burada, kristaller bir püskürtücü ile şişe boyun kısmından şişe içerisine doğru spreylenmelidir. Bu proses sırasında şişelerin sıcaklığı birkaç yüz oC olmalıdır. Spray-jet control during the glass bottle coating process in the pharmaceutical industry During the production of glass bottles for the pharmaceutical industry the inner surface must be coated with a certain chemical film, which makes the bottles diffuse. At this crystals will be sprayed through the bottle neck with a nozzle into the bottle. During this process, the bottles have still a temperature of a few hundred centigrade. |

|
||||||
|
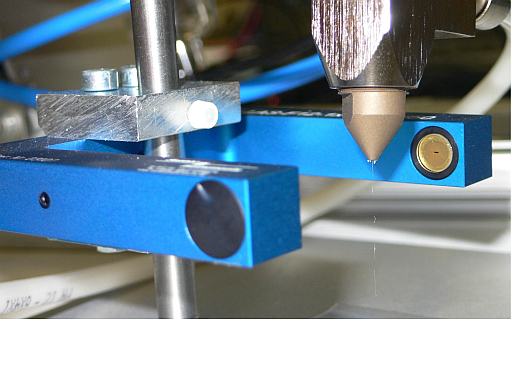
Seçici Akı Uygulamalarında Lehim Kontrolü Seçici lehimlemenin seçici akı uygulamaları ile kombinasyonu popüler hale geliyor. Özellikle karışık PCB panoları üreticileri, bu yeni teknolojiden yararlanır. Sadece lehimlenecek alanlar, lehimlenir. Bunu başarmak için, milimetrenin onda biri kadar çap uzunluğuna sahip basınçlı püskürtücü küçük akı damlacıkları üretir. Saçılma açısı, damlacıkların sadece planlanan yere çarptığından emin olmak için çok küçüktür. Yönünün yanı sıra, miktarlarının da kontrol edilmesi gerekir. Soldering flux control during the selective flux application Selective soldering in combination with selective flux application becomes more and more popular. Especially manufacturers of mixed assembled PCB boards benefit from this new technology. Only the areas which will be soldered will be covered from the soldering flux. To achieve this, a piezo nozzle is used to generate small flux droplets with a diameter of a few tenth of a millimeter. At this the scattering angle is very small which make sure, that the droplets strike only the scheduled area. The amount as well as the direction of the droplets should be controlled. |
|
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")