








Перевести эту страницу:
Что такое обнаружение края?

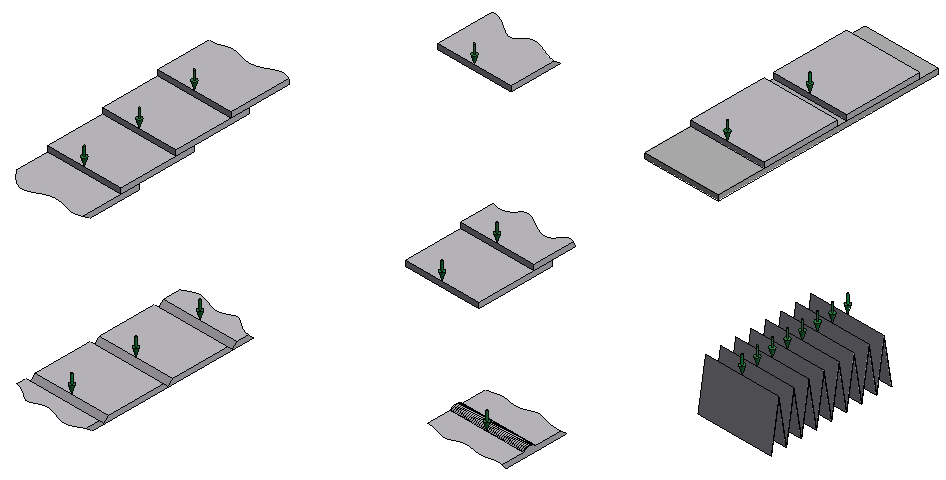
В определенных случаях очень важно максимально точно определить позицию края, что достигается напр. с помощью линейных датчиков изображений (режим проходящего света, режим отраженного света – см. также Серии L-LAS-TB или L-LAS-RL), а также с системами 2D- и 3D-камер. Если же требуется очень точно обнаружить края или сосчитать их, то используется совсем другой принцип, который очень хорошо подходит даже при сильных изменениях удаления края от датчика. В качестве примера можно привести следующие области применения:
- в полиграфической промышленности (счетчик экземпляров, счетчик каскадов)
- в металлообрабатывающей промышленности (обнаружение неровностей, обнаружение сварного шва, обнаружение перекрывания металлических листов)
- в упаковочной промышленности (счет складной упаковки)
- в бумажной промышленности (счет отдельных листов)
- в полимерной промышленности (счет пленки, обнаружение пленки)
- в электротехнической промышленности (счет проволоки на намоточных станках)
- в автомобильной промышленности (счет краев сложенного полотна воздушных фильтров)
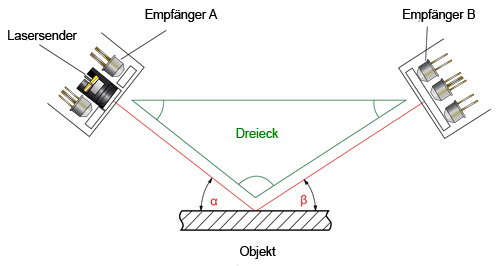
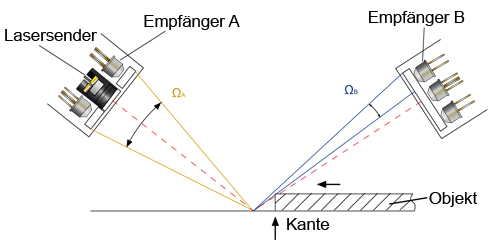
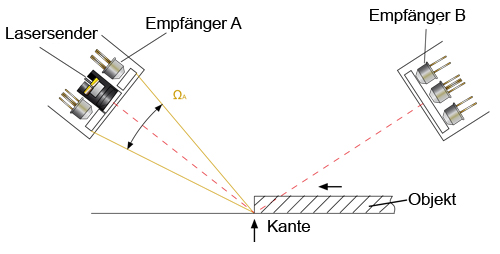
Обнаружение краев по триангуляционному методу
Излучатель, приемник и объект образуют здесь треугольник, при этом дополнительно на стороне излучателя находится еще один приемник! У детекторов края фирмы Sensor Instruments используется фокусированный лазерный диод, чтобы лазерное пятно в месте падения света (объект) было маленьким. От объекта это лазерное пятно - в зависимости от характера поверхности объекта - рассеивается прямо или диффузно или поглощается.


NORM->Ø!
V:
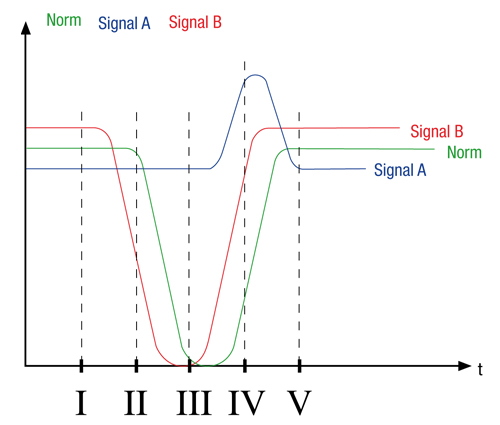
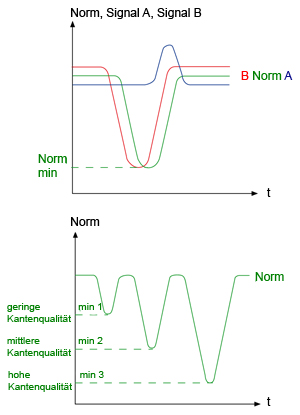
На практике края объекта, в основном, не настолько четко выражены, так что NORM-значение не достигает Ø. Минимум NORM-значения при этом является мерой для “качества края“, т.е. чем меньше NORM-значение, тем более четко выраженным является край объекта. На качество края влияют плотность объекта и крутизна края:
.jpg)
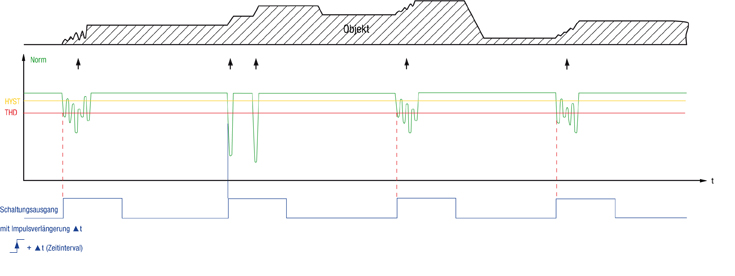
Край обычно обнаруживается контроллером датчика, когда NORM-значение не достигает определенного THD порога. После пересечения THD-порога (сверху вниз) следует изменение состояния переключения на выходе датчика. Если порог снова пересекается (при отсутствии других защитных мер) переключающий выход, как указано на Рис. 1a, снова возвращается в свое исходное состояние!
Если рассматривать Рис. 1b и 1c, можно заметить, что порог переключения для края был пересечен несколько раз и, тем самым, несколько раз возникали импульсы.
С помощью второго порога HYST эти множественные импульсы могут быть подавлены, при этом переключение, как и раньше, инициируется при пересечении (не достижении) порога переключения THD. Чтобы мог быть выдан следующий импульс на выходе, порог гистерезиса HYST должен быть превышен (см. Рис. 1b, 1c: Переключающий выход с HYST)!
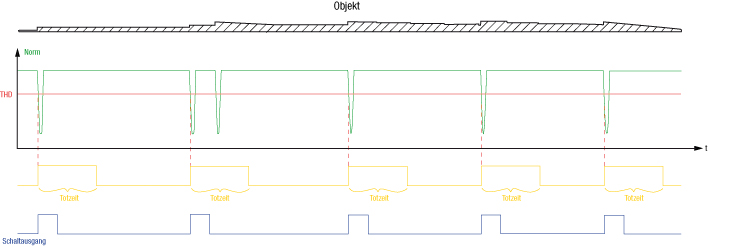
3. Защитная мера МЕРТВОЕ ВРЕМЯ
Мертвое время является важнейшей защитной мерой. Понятие "мертвое время" было введено, так как анализирующая программа на определенное время “отключается“, т.е. в это время анализ не проводится! Мертвое время включается после не достижения порога переключения THD. Продолжительность мертвого времени в АБСОЛЮТНОМ режиме определяется введенной продолжительностью, в ОТНОСИТЕЛЬНОМ режиме - временной последовательностью предшествующих краев, при этом может выбираться процентное значение актуального временного расстояния до края.
Детекторы края фирмы Sensor Instruments имеют модулированный лазерный диод. Лазерный свет фокусируется с помощью оптики так, так что на расстоянии объекта получается лазерное пятно в прим. 20 мкм до 100 мкм: Благодаря проверенным лазерным лучам, а также установленному на стороне приемника интерференционному фильтру датчик этого типа совершенно нечувствителен к постороннему свету! Параметрирование датчиков края осуществляется через интерфейс RS232 под Windows®. С помощью этого пользовательского интерфейса можно провести оптимальную настройку, при этом актуальные NORM-значения (NORM-минимумы) представляются графически.
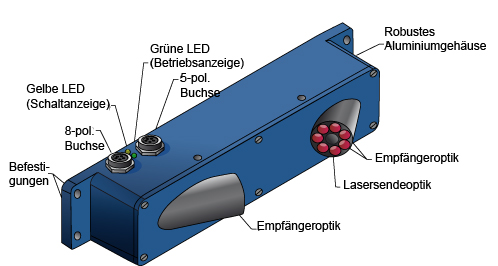
Обнаружение края Аппаратное обеспечение
LCC-30 и LCC-30-MA| Этот тип датчика подходит в первую очередь для счета от сильно блестящих до матовых цветных отдельных листов в виде каскада (надежный счет напр. сильно блестящих листов ламината). Рабочий диапазон составляет при этом от 26 мм до 34 мм. MA-исполнение позволяет установить отдельные параметры, такие как мертвое время, длительность импульса и чувствительность с помощью интегрированного в датчике выключателя. | 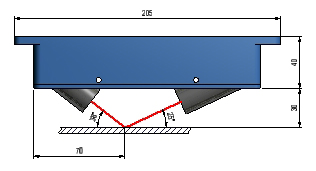 |
| Версия LCC-40-CYL имеет лазерное пятно линейной формы (при 40 мм расстоянии прим. 3 мм x 0,1 мм). Тем самым, можно лучше компенсировать возм. ошибочные места на объекте. Этот тип датчика используется также для обнаружения неровностей (линейные углубления) на биметаллических полосах. | 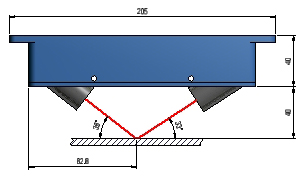 |
| Детекторы края LCC-80 и LCC-80-MA используются в качестве счетчиков экземпляров на стеккере. Также датчики этого типа используются для распознавания сварных швов на листовом металле и трубах. Рабочий диапазон датчиков лежит между 60 мм и 100 мм. Тип MA позволяет установить чувствительность, мертвое время и время выдержки переключающего выхода (длительность импульса) с помощью DIP- и поворотного выключателя прямо на датчике. | 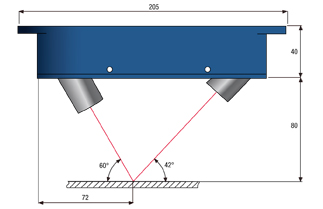 |
| Версия CYL имеет лазерное пятно линейной формы, которое на удалении в 80 мм имеет размер в прим. 3 мм x 0,1 мм, тем самым можно компенсировать возможные неровности продукта или шероховатость поверхности. | |
| Благодаря большому рабочему диапазону, данный тип датчика подходит прежде всего для каскада с сильно меняющимся расстоянием до датчика,а также для обнаружения сварных швов на трубах и стальных листах с сильно меняющимся расстоянием до детектора края. Также датчик этого типа идеально подходит для счета сложенной упаковки. | 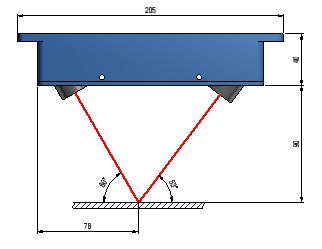 |
| Кроме того, в соединении с двумя бесконтактными переключателями этот датчик прекрасно подходит для счета печатных экземпляров на подвесных транспортерах (в режиме EXTERN TRIGGER MODUS). Тип MA делает возможной настройку датчика (мертвое время, чувствительность, длительность импульса) с помощью интегрированных в корпусе DIP- и поворотного выключателей. Рабочий диапазон датчиков -между 70 мм и 130 мм. | |
|
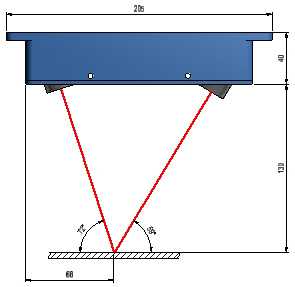
С рабочим диапазоном в 80 мм - 160 мм этот тип датчика используется, главным образом, там, где продукт, который следует сосчитать, громоздится, как это бывает при упаковке сложенных картонных коробок. При этом необходимо надежно обнаружить край толщиной в 1 мм при изменении расстояния до 80 мм. С помощью типа MA можно провести настройку параметров (мертвое время, длительность импульса, чувствительность) на датчике.
|
 |
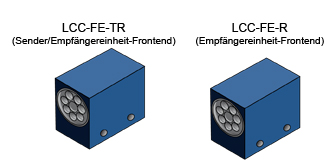
| У этой версии собственно сенсорная часть (насадка) была отделена от управляющей электроники. Тем самым предлагаются чрезвычайно гибко настраиваемые варианты детекторов края. Изменяться могут как расстояние, так и угол излучения и приема. Насадка дополнительно снабжена потенциометром для изменения коэффициента усиления, чем достигается оптимальная настройка NORM-значения.. | 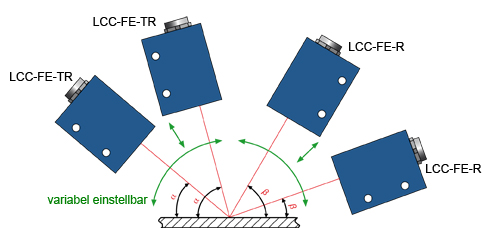 |

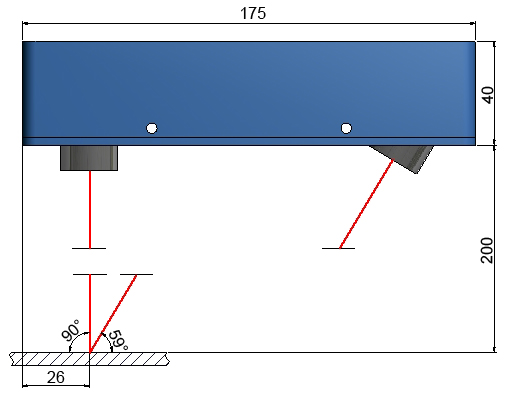
Датчик подкупает своим большим рабочим диапазоном от 150 мм до 250 мм. Кроме этого, предлагается версия (LBC-200), которая наряду с дискретным выходом имеет еще аналоговый выход (0В…+10В), поэтому прибор может использоваться напр. для измерения частоты вращения лопастей в турбонагнетателях или вентиляторах. Аналоговый сигнал при этом пропорционален частоте края (напр. края лопастей).
Аппаратное обеспечение Обзор
Для чего лучше всего подходит каждый из датчиков?
|
|
LCC-30 |
|
|
| LCC-40 | |
|
|
| LCC-80 | |
|
|
| LCC-90 | |
|
|
| LCC-130 | |
|
|
| LCC-200, LBL-200 | |
|
|
| LCC-CON1 + LCC-FE-TR + LCC-FE-R | |
|
|
| FIO-80 | |
|
|
Обнаружение края Программное обеспечение
Windows® программа SI-LCC-Scope V1.0
С помощью пользовательского интерфейса ПК обеспечивается удобное параметрирование датчиков LCC. Датчики LCC соединяются с ПК с помощью интерфейсного кабеля для последовательного интерфейса (RS232- или USB-шина). При этом, после проведенного параметрирования детектор края можно снова отсоединить от ПК.
PMOD + POWER [%]: Здесь устанавливается мощность лазерного излучения или режим мощности лазерного излучения. При DYN режиме активируется регулирование мощности излучения света. Программа определяет при этом оптимальную световую энергию, в то время как при выбранном FIX-режиме мощность лазерного излучения может вводиться через поле POWER[%].
HOLD [мс]: Делает возможным ввод длительности выходного импульса по распознанному краю.
.jpg)
Если NORM-значение не достигает THRESHOLD-значения, активируется переключающий выход и одновременно деактивируется обнаружение края до превышения порога ГИСТЕРЕЗИСА.
THRESHOLD:
С помощью этого поля ввода можно установить чувствительность детектора края. Датчик становится нечувствительным, если порог перемещается вниз.
HYSTERESIS:
Чтобы предотвратить многократное включение после обнаружения края, вводится второй порог. Датчик активируется только после превышения этого порога.
TRIGGER: ADJ EXT
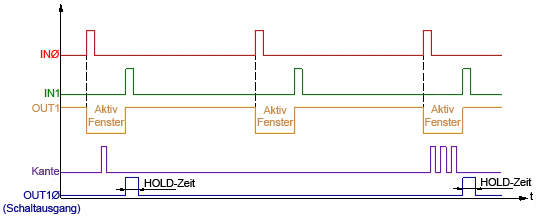
Чтобы облегчить нахождение подходящей позиции триггера в операционном программном обеспечении Windows® введена специальная диаграмма, которая под SOURCE: может открыть EXT. В этой диаграмме отображается актуальная позиция обоих входных сигналов триггера ING и INØ, а также актуальная позиция края. INØ достигает тогда Ø, а следующий INØ-подъем у 100%. IN1 должен быть около 60%, край - посередине между INØ и IN1, то есть у 30%!
BACKLIM:
TRIGGER:
При TRIGGER=CONT проводится непрерывное измерение. Если триггер установлен на EXT, то через оба дискретных выхода INØ и IN1 задается активное окно и только в это активное время проводится обнаружение края. Если в активный промежуток времени обнаруживается один или несколько краев, то по окончании активного времени переключающий выход устанавливается с помощью заданного с HOLD [мс] промежутка времени, благодаря чему можно предотвратить многократный счет во время триггерного интервала (АКТИВНОЕ ОКНО)!
REG CNT:
Эта устанавливаемое значение влияет на скорость регулирования мощности лазерного излучения.
AVERAGE:
Здесь можно определить среднее значение многих NORM-значений.
OUTMODE:
При выборе DIRECT состояние переключения после обнаруженного края меняется с LOW (0В) на HIGH (+24В) и по окончании времени HOLD снова возвращается в исходное состояние. При INVERSE состояние переключения после обнаруженного края меняется с HIGH (+24В) на LOW (0В) и по окончании времени HOLD снова возвращается в исходное состояние.
DT MODE:
Режим мертвого времени (DEAD TIME MODE) показывает, с каким РЕЖИМОМ МЕРТВОГО ВРЕМЕНИ проводится работа (см. защитная мера МЕРТВОЕ ВРЕМЯ). В это время поиск края не проводится. При настройке FIX работы проводятся с установленным мертвым временем. Ввод мертвого времени осуществляется в миллисекундах под DEAD TIME [мс]. При настройке DYN работы проводятся с динамическим мертвым временем, а ввод осуществляется в процентах под DEAD TIME [%]. При этом время между двумя обнаруженными краями оценивается как 100%. В зависимости от установленного значения мертвого времени, необходимо сначала дождаться его процентного значения, до того, как снова активировать обнаружение края.
SOURCE:

После нажатия GETBUFF последние 16 минимальных значений NORM-сигнала (минимальный край) указываются после обнаруженного края. Дополнительно в графике указывается недостигнутый порог THRESHOLD). После обнаружения края программа датчика во время МЕРТВОГО ВРЕМЕНИ и HOLD-времени начинает поиск самого маленького NORM-значения (минимум) и его фиксацию.