Des exemples practiques de l’ utilisation industrielle
1) Sélectionnez un domaine d'application:
Synthetic Industry (Kunststoffindustrie)
2) Sélectionnez une langue:
APP N° 803
|
Plastic cap color measurement The color of plastic caps should be measured. |

|
|||||
APP N° 799
|
Presence control of a potting compound on plastic components The presence of a sealing compound on plastic components should be controlled. |
|
|||||
APP N° 797
|
Color control of preforms made of recyclates Preforms made of recycled material should be color controlled. |

|
|||||
APP N° 795
|
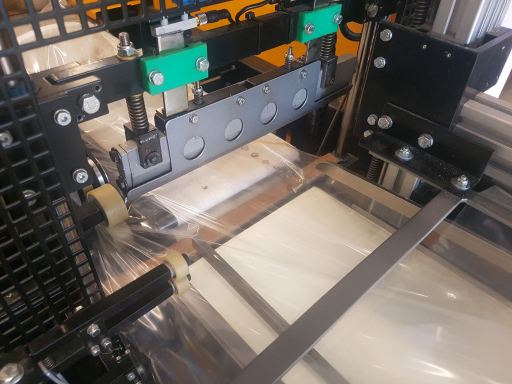
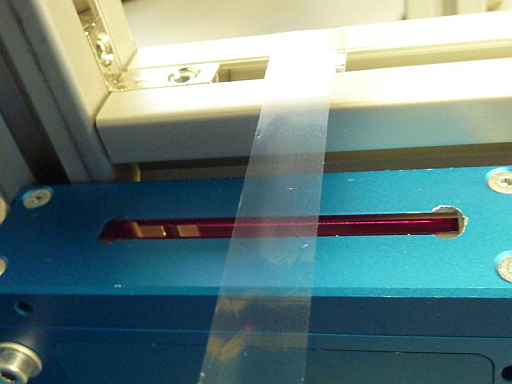
Translucent stretch film thickness measurement The thickness of a translucent stretch film should be measured. |

|
|||||
APP N° 793
|
Color control of preforms The color of preforms should be controlled. |

|
|||||
APP N° 790
|
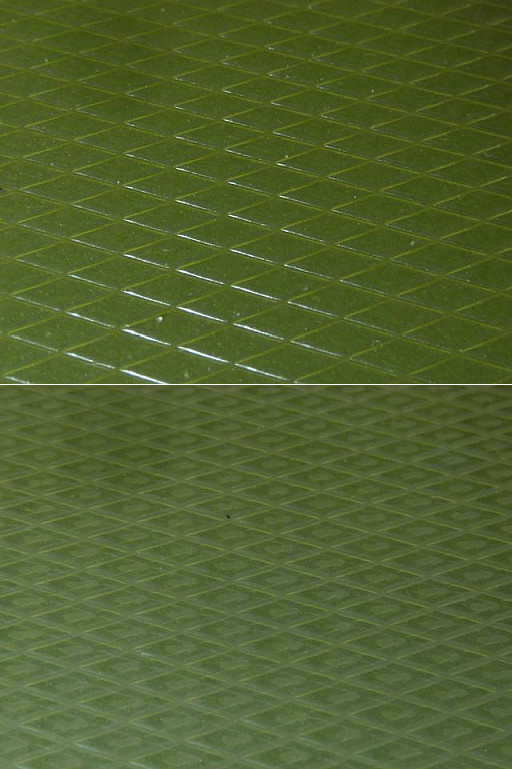
Gloss measurement of synthetic floorings The gloss of plastic floors should be measured. |

|
|||||
APP N° 789
|
Plastic film thickness measurement The thickness of plastic stretch film should be measured. |

|
|||||
APP N° 788
|
Streak detection on a plastic surface A plastic surface should be controlled regarding freedom from streaks and striae. |

|
|||||
APP N° 774
|
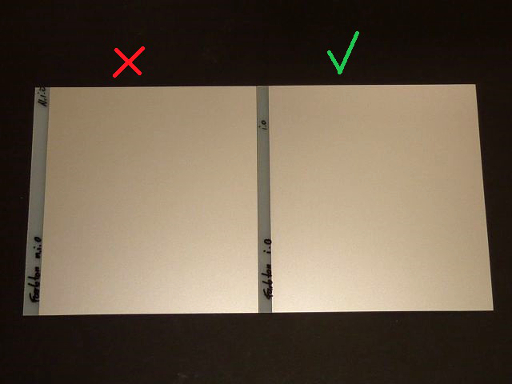
Differentiation of PE and PET side of plastic plates The PET side of plastic plates should be differentiated from the PE side. |
|
|||||
APP N° 765
|
Color mark recognition on transparent plastic films A color mark on a translucent synthetic tape should be recognized. |

|
|||||
APP N° 764
|
Synthetic component orientation control The orientation of transparent plastic parts should be controlled. |

|
|||||
APP N° 763
|
Color mark detection on transparent plastic adhesive strips Color marks should be detected on transparent synthetic glue strips. |
|
|||||
APP N° 746
|
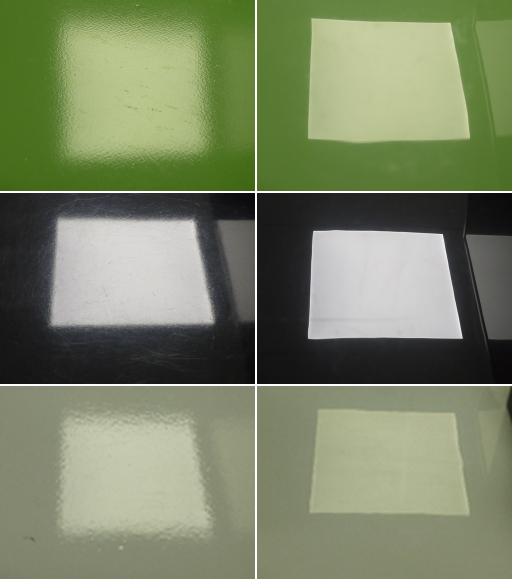
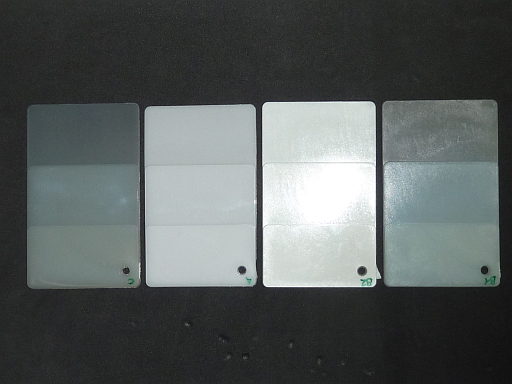
Color measurement of plastic plates with different structures The color of plastic plates with a fine, middle and coarse surface should be measured. |

|
|||||
APP N° 740
|
Backside/frontside differentiation of synthetic parts The backside should be differentiated from the frontside of flat synthetic components. |

|
|||||
APP N° 739
|
Frontside and backside differentiation of a plastic part The frontside of a flat plastic part should be differentiated from the backside. |
|
|||||
APP N° 727
|
Thickness measurement of thermal insulation panels The thickness of thermal insulation panels should be measured INLINE. |

|
|||||
APP N° 724
|
Differentiation of yellowish cast to bluish shade clear transparent plastic components Clear bluish transparent plastic components should be differentiated from yellowish parts. |

|
|||||
APP N° 723
|
Color differentiation of clear transparent plastic parts A yellowish cast to a bluish shade of transparent clear plastic components should be detected. |
|
|||||
APP N° 722
|
Differentiation of bluish and yellowish colored plastic parts Blueish colored plastic parts should be differentiated from yellowish colored plastic components. |

|
|||||
APP N° 716
|
Counting of transparent plastic lids Transparent plastic lids should be counted. |

|
|||||
APP N° 715
|
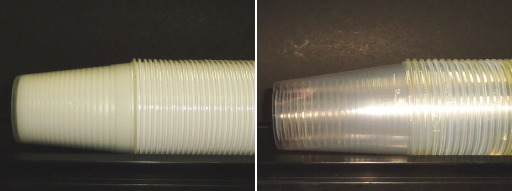
Counting of semitransparent plastic cups Semitransparent plastic cups should be counted. |

|
|||||
APP N° 713
|
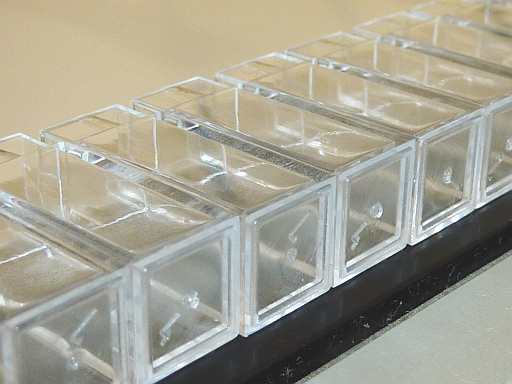
Counting of transparent plastic boxes Close lined up transparent plastic boxes should be counted. |
|
|||||
APP N° 699
|
UVA transmittance of plastic plates The UVA transmittance of plastic plates should be measured. |
|
|||||
APP N° 684
|
Color control of deep blue plastic covers The color of blue plastic covers should be controlled, whether the respective cover is inside the tolerance range or not. |

|
|||||
APP N° 682
|
Differentiation of coated and uncoated plastic film An uncoated plastic film should be distinguished from a coated plastic film. |
|
|||||
APP N° 672
|
Presence control of a fluorescent semitransparent cover on a white plastic box The presence of a fluorescent semitransparent cover should be controlled. |
|
|||||
APP N° 652
|
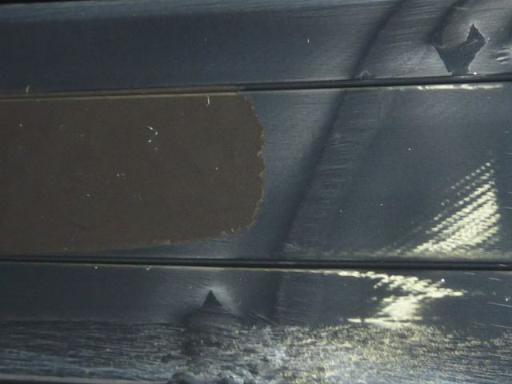
Glue bead presence control on plastic components The presence of adhesive on black plastic parts should be controlled. |

|
|||||
APP N° 651
|
Presence control of a primer layer on a plastic component A primer layer on a plastic surface should be detected. |
|
|||||
APP N° 643
|
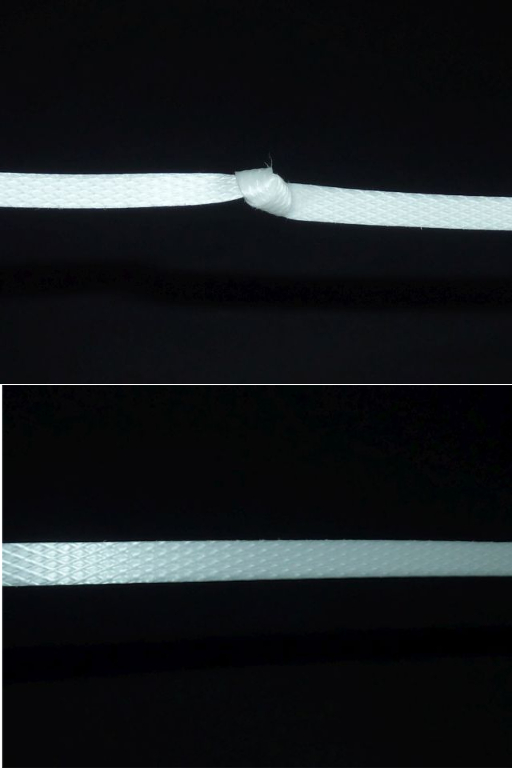
Knot detection on plastic straps Knots in plastic straps should be inline detected. |
|
|||||
APP N° 635
|
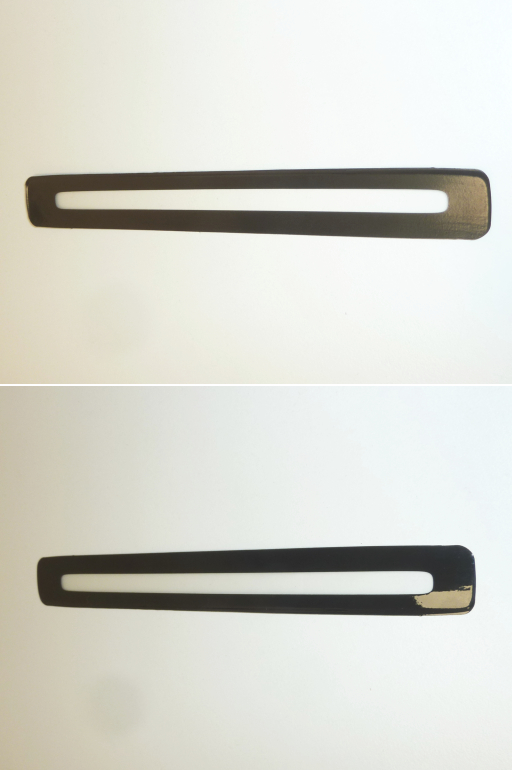
Kontrola správné podoby plastových krytek Má se zaznamenávat poloha plastových krytek (správná nebo vzhůru nohama). Direction control of plastic caps The direction (upside or upside down) of plastic caps should be controlled. |

|
|||||
APP N° 623
|
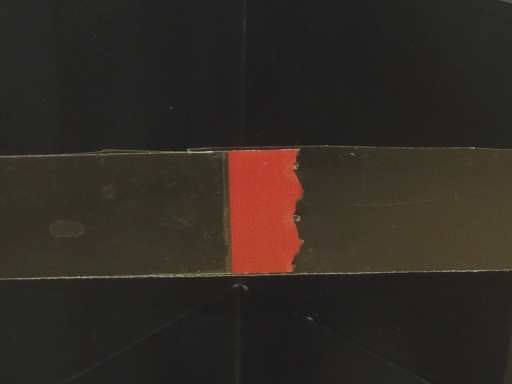
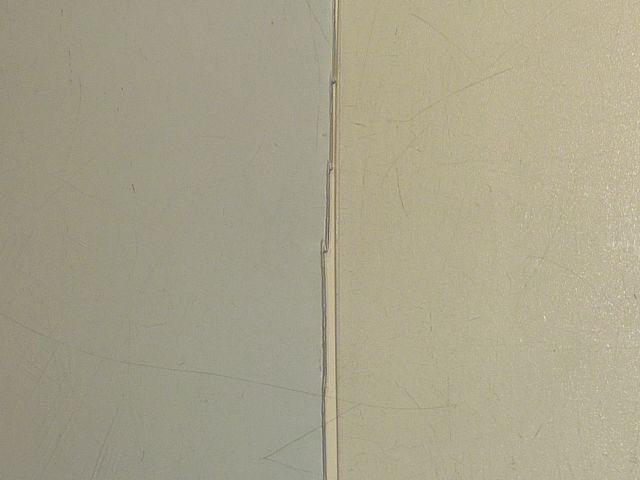
Detekce mezery fluoreskujícího povrstvení na plastovém pásu Na pás je nanesena pod UV světlem fluoreskující vrstva, přičemž se má kontrolovat výskyt případných mezer v této vrstvě. Gap detection of fluorescent coating on plastic band A gap inside fluorescent coating on a plastic ribbon should be detected. |

|
|||||
APP N° 617
|
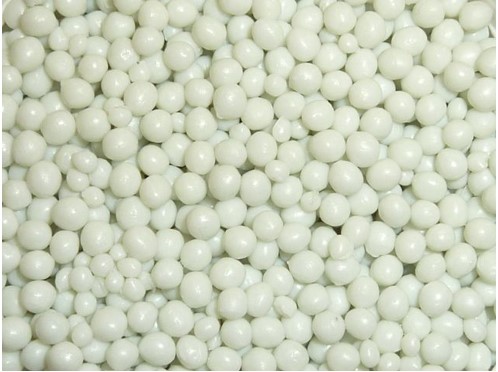
Měření vlhkosti plastového granulátu Má být zjištěn obsah vody v plastovém granulátu. Moisture control of plastic pellets The very low water content of plastic pellets should be measured. |
|
|||||
APP N° 611
|
Měření barvy dvou různě zabarvených transparentních tabulí z plexiskla Měřit se má barva mírně do modra nebo do žluta zabarvených transparentních tabulí z akrylového skla. Color measurement of two different colored transparent Plexiglas sheets A slightly blueish and a slightly yellowish colored transparent acrylic glass sheet should be color measured. |
|
|||||
APP N° 609
|
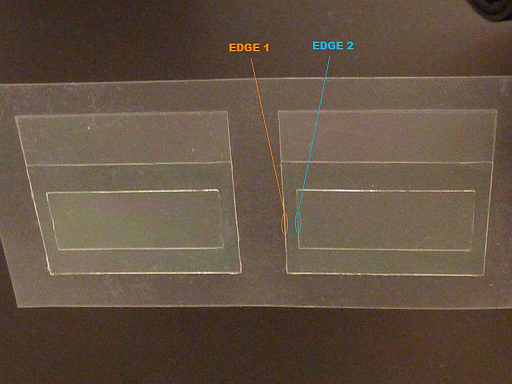
Sledování hrany nánosu lepidla na transparentní plastové fólii Má být rozpoznána hrana stopy lepidla na transparentní plastové fólii. Glue line edge tracing on transparent plastic film The edge of a glue line on a transparent plastic film should be detected. |

|
|||||
APP N° 606
|
Měření barvy plastových dílů s poloviční světelnou propustností Má se měřit barva plastových dílů s poloviční světelnou propustností. Color measurement of semitransparent plastic parts The color of semitransparent plastic components should be measured. |

|
|||||
APP N° 602
|
Měření barvy plastových dílů Plastové komponenty se mají rozlišit podle barvy. Color measurement of plastic parts The color of plastic parts should be measured. |

|
|||||
APP N° 600
|
Měření barvy transparentních plastových peletek Kontrolovat se má barva transparentních plastových peletek. Zejména se má kontrolovat zažloutnutí. Color measurement of transparent plastic pellets Transparent plastic pellets should be color controlled and especially the yellowing should be detected. |
|
|||||
APP N° 599
|
Kontrola přítomnosti transparentního plastového proužku Kontrolovat se má přítomnost transparentního plastového proužku. Presence control of a transparent plastic film The presence of a transparent edge strip should be controlled. |
|
|||||
APP N° 595
|
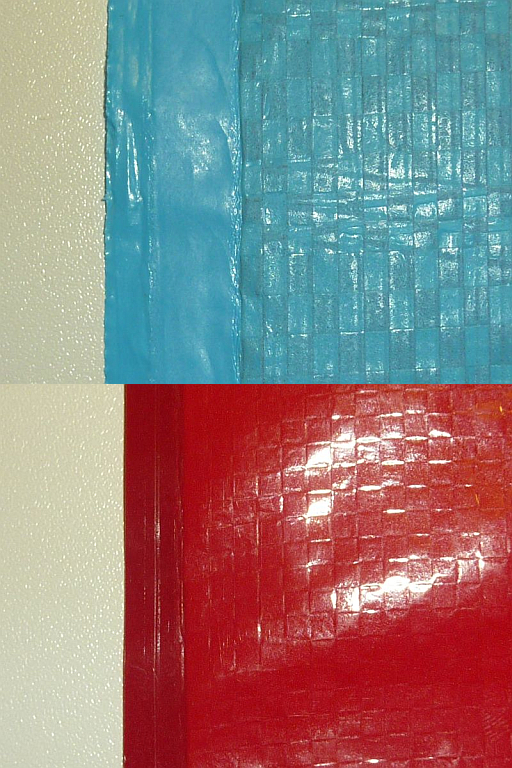
Rozlišení lícové a rubové strany plachet pro nákladní automobily Lícová strana plachet pro nákladní automobily se má rozlišit od rubové strany Differentiation of front side and backside of canvas The front side of canvas should be differentiated from the backside. |
|
|||||
APP N° 580
|
Rozpoznání okraje pohárku Má se provádět detekce okraje plastových pohárků. Edge detection on plastic cups The rims of stacked plastic cups should be detected. |
|
|||||
APP N° 561
|
Měření barvy plastových komponent Plastové komponenty se mají rozlišit podle barvy. Color measurement of plastic components Plastic components should be color measured |
|
|||||
APP N° 560
|
Rozpoznání vrstvy absorbující UV světlo na transparentní plastové fólii Na transparentní plastové fólii má být kontrolována vrstva absorbující UVC světlo. Detection of an UVC absorbing coating on transparent plastic film UVC absorbing coating should be detected on transparent plastic films. |
|
|||||
APP N° 558
|
Rozpoznání mezery v lepicích místech na transparentních etiketách Na transparentních etiketách se má rozpoznat případná mezera v lepicím místě. Glue line gap detection on transparent label On a transparent label a gap in a glue line should be detected. |
|
|||||
APP N° 549
|
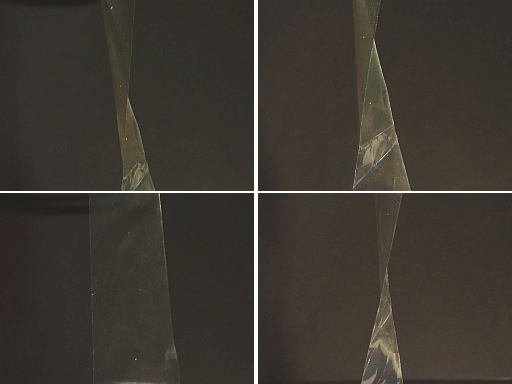
Měření lesku transparentních plastových pásů Měřit se má stupeň lesku různých plastových pásů. Přitom se má kontrolovat jak lícová, tak rubová strana. Gloss measurement of transparent plastic films The gloss factor of different transparent plastic films should be measured on both sides. |
|
|||||
APP N° 547
|
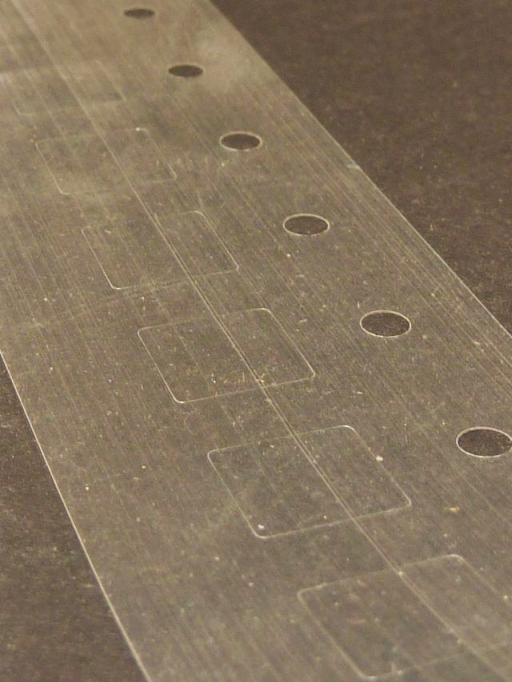
Rozpoznání vysekávaných děr v transparentních plastových pruzích V transparentních plastových pruzích se mají zaznamenávat vysekávané díry. Punched hole detection at transparent plastic film Punched holes should be detected at transparent plastic films. |
|
|||||
APP N° 545
|
Kontrola dvou plastových trubek podle vnitřní strany Plastové trubky se mají rozlišovat podle vlastnosti povrchu vnitřní strany. Differentiation of the inner surface of plastic tubes The inner surface of plastic tubes should be controlled. |

|
|||||
APP N° 537
|
Barevné rozlišení plastových dílů v oblasti interiéru Plastové díly z oblasti automotive se mají rozlišovat podle barvy. Color differentiation of interior plastic parts Plastic parts, which are used in the automotive interior field, should be color differentiated |

|
|||||
APP N° 536
|
Kontrola přítomnosti silikonového filmu na plastovém dílu Má se kontrolovat přítomnost silikonové vrstvy na plastové komponentě. Detection of silicone oil film on plastic components The presence of silicon oil should be controlled on the surface of plastic components. |

|
|||||
APP N° 531
|
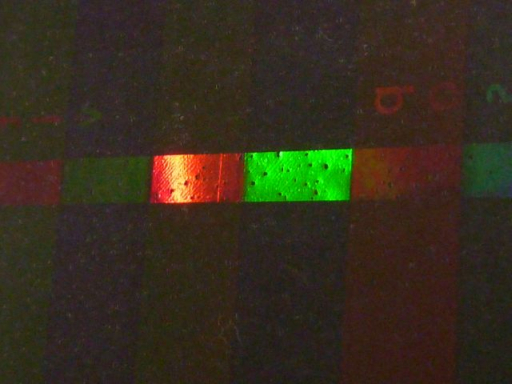
Detekce holografických referenčních značek Mají být rozpoznány holografické referenční značky. Přitom je nutné pamatovat na to, že se stejným nastavením musí být zaznamenány jak červeně, tak i zeleně reflektující značky. Detection of holographical reference marks Holographic reference marks should be detected. There are red as well as green reflecting reference marks which should be detected with the same adjustment. |
|
|||||
APP N° 519
|
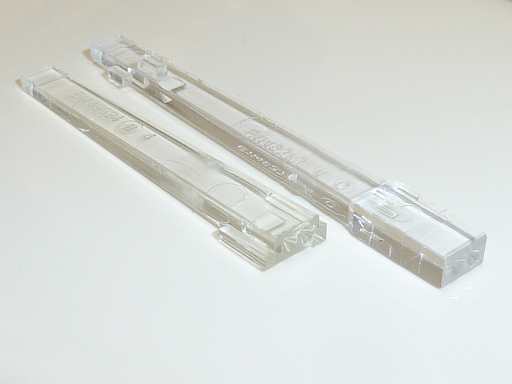
Kontrola kvality transparentních planparalelních plastových okének Transparentní plastové destičky mají být kontrolovány z hlediska optické kvality. Přitom mají být destičky s optickými odchylkami od normálu vyřazeny. Quality control of transparent plastic plates Transparent plastic plates should be quality controlled. The parts with a high optical quality should be differentiated from components with optical aberration failures. |

|
|||||
APP N° 518
|
Měření barvy recyklovaného plastového granulátu Kontrolovat se má barva recyklovaného plastového granulátu. Přitom se nesmí zapomínat na to, že poloha jednotlivých zrnek granulátu za průhledítkem se může měnit, takže výhodná by byla jedna velká skvrna pro měření, aby bylo možné získat dostatečně výmluvnou střední hodnotu barvy. Navíc se musí myslet na to, že v blízkosti průhledítka vládnou teploty okolo 120°C. Color measurement of recycled plastic pellets The color of recycled plastic pellets should be measured. It has to be taken into account, that the position of the pellets behind the inspection glass can vary, thus a big light spot has a certain advantage to get a proper average measurement value. Furthermore, it should be considered, that the ambient temperature around the inspection glass can reach 120°C. |
|
|||||
APP N° 510
|
Měření stupně lesku semitransparentních plastových fólií Má se provádět inline měření stupně lesku světlo propouštějících plastových fólií. Gloss measurement of translucent plastic films The gloss level of semi-transparent plastic films should be inline measured. |
|
|||||
APP N° 504
|
Kontrola síly stěny plastových dílů Má se zjistit síla stěny plastových dílů. Přitom je nutné vzít v úvahu, že propustnost světla plastových dílů koreluje se sílou jejich stěny. Wall thickness control of semitransparent plastic components The wall thickness of semitransparent plastic components should be determined. It should be taken into account that the opacity correlates to the wall thickness of the plastic parts. |

|
|||||
APP N° 491
|
Měření výšky transparentních plastových desek s integrovanou tkaninou Má se měřit výška transparentních plastových desek s vloženou tkaninou. Height measurement of a transparent plastic plate with embedded fabric The height of transparent plastic plate with different embedded fabric should be measured. |

|
|||||
APP N° 487
|
Měření barvy plastového granulátu Během výroby se má měřit barva plastového granulátu. Color measurement of plastic pellets The color of plastic pellets should be measured during the production. |

|
|||||
APP N° 481
|
Barevné rozlišení plastových pouzder tužek Plastová pouzdra se mají rozlišit podle barvy. Color differentiation of plastic pen housings The color of plastic bushings should be controlled. |

|
|||||
APP N° 472
|
Barevné rozlišení plastových trubiček Plastové trubičky se mají rozlišit podle barvy. Color differentiation of small plastic tubes Small violet plastic tubes should be color differentiated. |

|
|||||
APP N° 471
|
Barevné rozlišení malých plastových kartáčků Malé plastové kartáčky se mají rozlišit podle barvy. Color differentiation of small plastic brushes Small plastic brushes should be color differentiated. |

|
|||||
APP N° 444
|
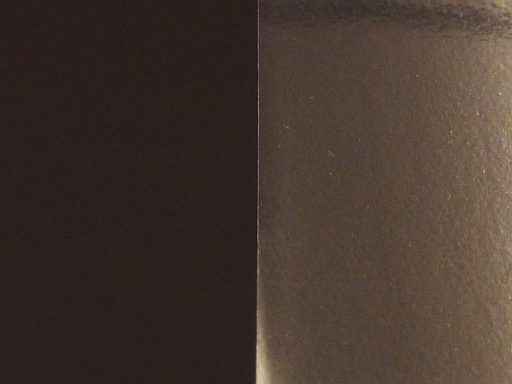
Kontrola hodnoty šedé sítotiskových plastových desek Má se kontrolovat hodnota šedé sítotiskových plastových desek. Gray value control of screen printing plastic plates The gray scale value of screen printing plastic plates should be controlled. |
|
|||||
APP N° 443
|
Kontrola barev sítotiskových barevných značek Na plastových deskách se mají kontrolovat sítotiskové barevné značky. Control of silk-screen printing color marks Screen printing color marks should be controlled on plastic sheets. |

|
|||||
APP N° 435
|
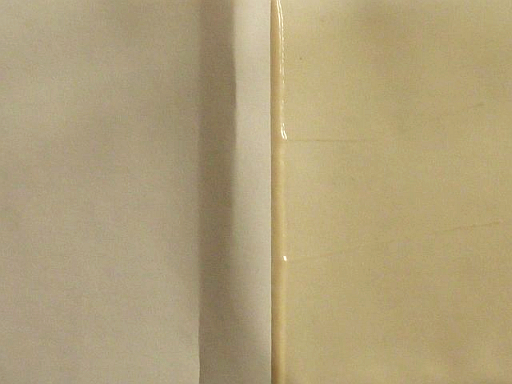
Měření tloušťky tenké vrstvy na transparentní plastové fólii Má se zjistit tloušťka tenké vrstvy na opticky transparentním nosném materiálu. Přitom se nabízí měření transmise, protože intenzitu lze použít pro výpočet tloušťky vrstvy. Thickness control of a thin layer on a transparent plastic film The thickness of a thin layer on a transparent plastic film should be measured. To measure the transmission with a through beam system seems to be an adequate method to determine the thickness of a thin layer. |
|
|||||
APP N° 434
|
Kontrola opacity opticky polopropustných plastových desek U opticky polopropustných plastových desek se má kontrolovat zakalení. Haze control of semi transparent plastic plates Semi transparent plastic plates should be controlled with a view to the opacity. |

|
|||||
APP N° 433
|
Barevné rozlišení plastových uzávěrů Plastová víčka, jaká se používají pro lahve na pití, se mají třídit podle barvy. Přitom se musí vzít v úvahu, že se víčka extrémně lesknou. Color differentiation of plastic caps Plastic caps for drinking bottles should be color differentiated. It has to be taken into account, that the closures are very glossy. |

|
|||||
APP N° 418
|
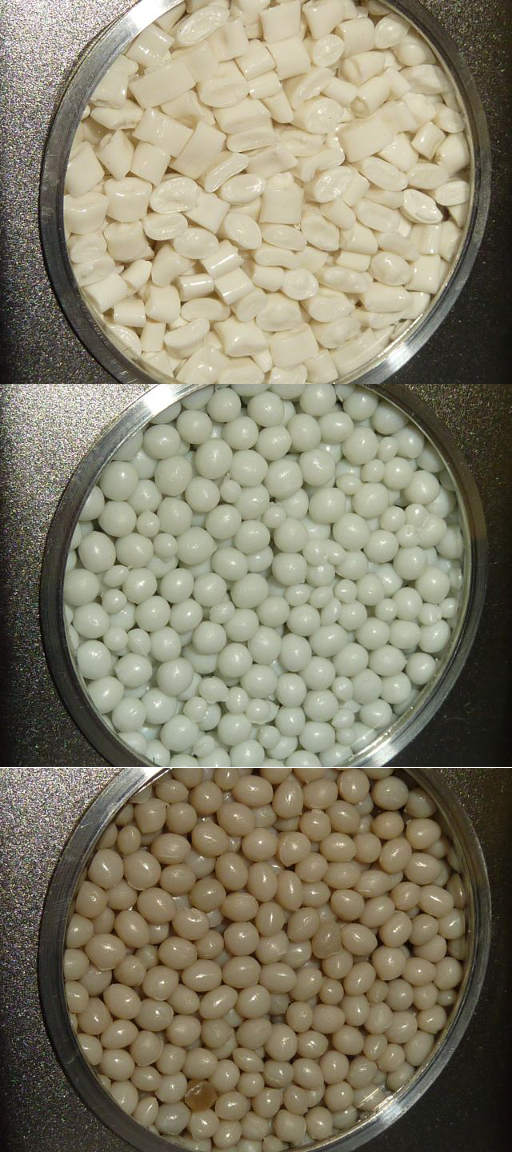
Rozlišování plastových granulátů Má se provádět oddělování chemicky i barevně mírně odlišných plastových granulátů. Differentiation of plastic pellets Chemically and in terms of color different plastic pellets should be distinguished. |

|
|||||
APP N° 406
|
Kontrola transmise bílých plastových desek U bílých plastových desek se má kontrolovat propustnost světla. Transparency control of white plastic plates The transparency of white plastic plates should be controlled. |
|
|||||
APP N° 399
|
Rozlišení semitransparentních plastových fólií Mají se opticky rozlišovat plastové fólie s poloviční světelnou propustností. Differentiation of semitransparent plastic films Semitransparent plastic films should be differentiated. |

|
|||||
APP N° 397
|
Rozpoznání důlků v plastové fólii V semitransparentní fólii mají být přesně rozpoznány důlky. Kontrola je přitom možná pouze shora. Detection of a deepening in a plastic film Depressions in a semitransparent plastic film should be detected. The detection is only possible from above. |
|
|||||
APP N° 390
|
Kontrola barvy plastových okenních profilů Kontrolovat se má barva plastových okenních profilů. Color control of plastic window profiles Plastic profiles which are used for casement frames should be color controlled. |
|
|||||
APP N° 378
|
Kontrola barev plastových vstřikovaných dílů Kontrolovat se má barva plastových vstřikovaných dílů. Přitom je nutné vzít v úvahu, že vstřikované díly mají kromě různých barev také rozdíly v lesku. Výjimku zde představuje okraj, kde je možné hodnoty lesku udržet relativně konstantní. Color control of injection moldings Injection plastic parts should be color controlled. It has to be taken into account, that the surface of the plastic part is different in the degree of gloss as well as in the color. Only the narrow frame delivers nearly a constant degree of gloss. Thus, the color should be controlled at the narrow edge. |
|
|||||
APP N° 370
|
Kontrola barvy bílých plastových profilů Má se kontrolovat barva bílých plastových profilů. Color control of white plastic profiles The color of white plastic profiles should be controlled. |
|
|||||
APP N° 369
|
Rozpoznání barevné značky na plastových fóliích Na silně se lesknoucí plastové fólii s měnícím se barevným pozadím má být bezpečně a přesně rozpoznána černá lesknoucí se značka. Color mark detection on plastic film A black color mark should be detected on a shiny plastic film. At this, it has to be taken into account that different background colors can occur. |

|
|||||
APP N° 367
|
Kontrola přítomnosti pryžové zátky v plastovém šroubovacím uzávěru Má se kontrolovat přítomnost pryžového těsnění v plastovém dílu. Presence control of a seal in plastic components The presence of a seal in a plastic part should be controlled. |

|
|||||
APP N° 362
|
Kontrola přítomnosti etikety na plastové lahvi Má se kontrolovat přítomnost etikety na plastové lahvi. Label presence detection on plastic bottles The presence of a label on plastic bottles should be controlled. |

|
|||||
APP N° 361
|
Barevné rozlišení prefabrikátů plastových lahví Barevně se mají rozlišit prefabrikáty plastových lahví, tzv. preforem. Přitom je nutné od dobrých kusů oddělit kusy s mezními hodnotami. Plastic preforms color control The color of plastic preforms should be controlled. Good parts should be differentiated from marginal parts. |

|
|||||
APP N° 355
|
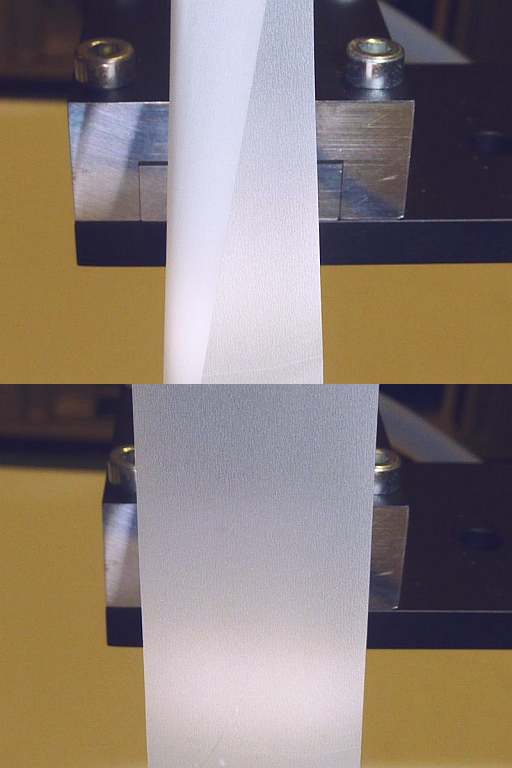
Kontrola šířky matného plastového pásu Kontrolovat se má šířka matného plastového pásu. Přitom se musí počítat s bočním driftem pásu v hodnotě ±10 mm, a z toho důvodu je potřebný detekční rozsah 50 mm. Width control of a semitransparent plastic film The width of a semitransparent plastic film should be controlled. At this, the transversal drift of the 18.5mm wide plastic film is around ±10mm, thus the detecting range should be 50mm. |

|
|||||
APP N° 354
|
Kontrola průměrů plastových drátů Má být zjišťován průměr plastových drátů, přitom mají být zaznamenávány dráty o průměru od 0,1 mm do 2 mm. Diameter control of plastic monofilaments The diameter of plastic monofilaments should be controlled. At this, monofilaments with diameters starting from 0.1mm up to 2mm are possible. |
|
|||||
APP N° 353
|
Kontrola dvojité vrstvy plastových fólií Kontrolovat se má oblast okraje plastové fólie. Fólie přitom přechází v oblasti okraje z dvojité vrstvy do vrstvy jednoduché. Double layer control of plastic films With a view to the changeover from the double layer to the single layer range of a plastic film a sensor system should deliver exactly a signal which informs about the beginning of the single layer as well as the double layer range. |
|
|||||
APP N° 350
|
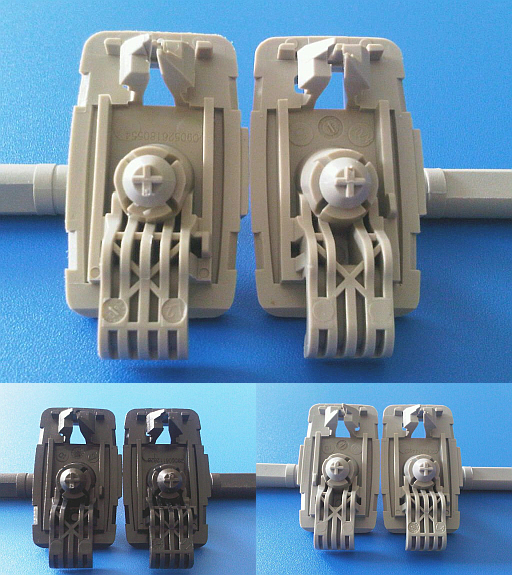
Kontrola barev plastových krytů Má být kontrolována barva plastových pinů, jaké se používají ve spojení s bezpečnostními pásy. Color control of plastic pins Plastic pins which are used for seat belts should be color differentiated. |

|
|||||
APP N° 347
|
Kontrola krytek zámků bezpečnostního pásku Má se kontrolovat barva krytek zámků bezpečnostního pásku. Color control of seat belt sockets Seat belt sockets should be color controlled. |

|
|||||
APP N° 342
|
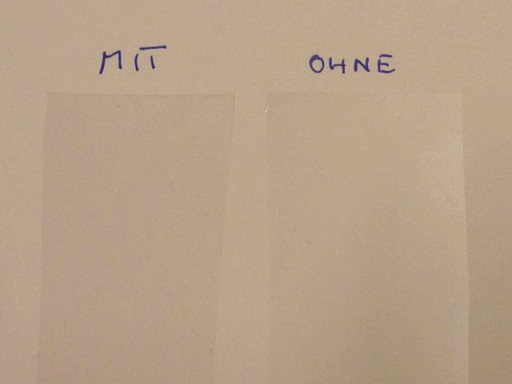
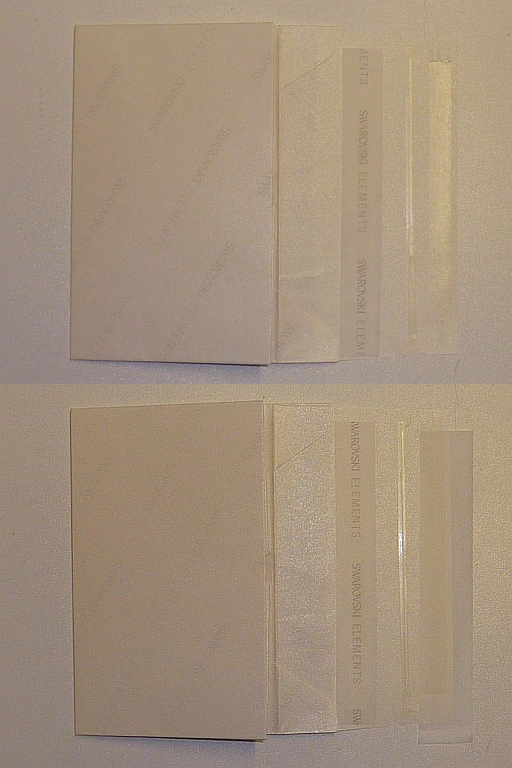
Kontrola přítomnosti plastového proužku Má se kontrolovat přítomnost semitransparentní plastové fólie na obálce. Přitom se nesmí zapomínat na to, že lepicí film na nosném materiálu má mírně fluorescenční vlastnosti, naproti tomu matný plastový film tlumí UV světlo, čímž se intenzita fluorescence lepicí vrstvy snižuje. Plastic film presence control The presence of a plastic film on an envelope should be controlled. It has to be taken into account that the glue stripe of the envelope is slightly fluorescent in the presence of UV light, whereas the matt plastic film (which covers the glue stripe) absorbs the UV light a bit. |
|
|||||
APP N° 341
|
Detekce řásnění plastového filmu Během transportu matné plastové fólie se má kontrolovat její řásnění. Plastic film plunging control Folds in a matt plastic film should be detected. |
|
|||||
APP N° 338
|
Měření tloušťky plastové fólie Má se provádět inline měření tloušťky plastové fólie. Plastic film thickness measurement The thickness of a plastic film should be measured. |

|
|||||
APP N° 337
|
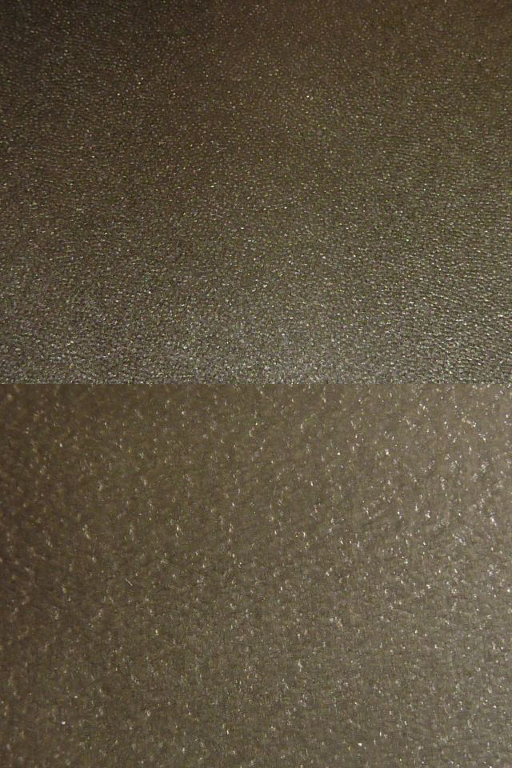
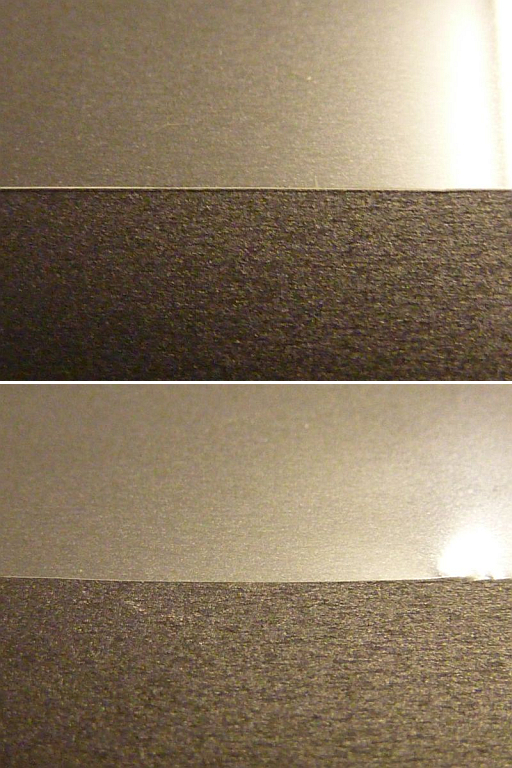
Rozlišení lícové a rubové strany plastového filmu Rozlišit se má lesklá lícová strana semitransparentního plastového filmu od matné rubové strany. Differentiation between front- and backside of a plastic film The glossy front side of a plastic film should be differentiated from the coarse back side. |

|
|||||
APP N° 330
|
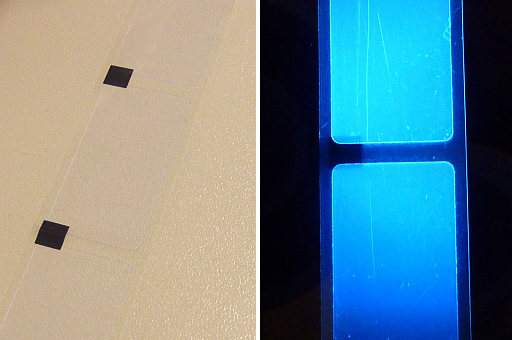
Rozpoznání transparentní fluoreskující etikety na transparentním nosném materiálu Transparentní plastová etiketa má být detekována na transparentním plastovém pásu. Etiketa při dopadu UV světla fluoreskuje. Detection of a transparent fluorescent label on transparent plastic film A transparent plastic label should be detected on a transparent plastic film. It should be taken into account, that the label is fluorescent in using UV-light. |
|
|||||
APP N° 323
|
Rozlišení černě, popř. šedě zabarvených materiálů z přírodních vláken pro oblast interiérů Mají být rozlišovány černé komponenty z přírodních vláken od těchto šedě zbarvených komponent. Color differentiation of black and gray colored natural fiber interior components Black and gray colored natural fiber components should be quality controlled. |
|
|||||
APP N° 320
|
Rozlišení lehce difúzních plastových fólií Má se kontrolovat mírné zakalení transparentních plastových fólií. Differentiation of slightly diffuse plastic films Transparent but slightly diffuse plastic films should be differentiated. The haze of the plastic films should be controlled. |
|
|||||
APP N° 312
|
Detekce různých barevných značek na různobarevných plastových tubách Na plastových tubách nejrůznějšího provedení se mají rozpoznat barevné značky. Detection of different color marks on different plastic tubes Different color marks should be detected on different plastic tubes. |

|
|||||
APP N° 301
|
Rozpoznání hrany na přední straně silikonové tuby Během otáčení se má rozpoznat značka ve formě vyvýšeniny. Použije se k tomu detektor hran, který umí zaznamenat přesnou úhlovou polohu tuby. Detection of an edge on the front side of a silicon tube An edge on a silicon tube should be detected. At this, the silicon tube is turning around its own axis while the laser spot of the laser edge detector is directed onto the front side. |

|
|||||
APP N° 297
|
Barevné rozlišení plastových vsuvek Mají se rozlišovat plastové vsuvky. Přitom se nesmí zapomínat na to, že lesklý povrch redukuje kontrastní rozdíl třech různých komponent; tyto tři díly tedy leží při optickém sledování mnohem blíže k sobě, než se to nejprve zdá. Color differentiation of plastic fittings The color of plastic fittings should be controlled. At this, the high gloss factor of the surface reduces the contrast difference between the three different components. |

|
|||||
APP N° 296
|
Rozpoznání silnějšího místa v rychle se pohybujícím svazku plastových vláken Rychle se pohybující svazek plastových vláken má být kontrolován, zda v něm nejsou silnější místa. K tomu se kousek pod normální průběh svazku vláken umístí prosvěcovací hlavice se světelným vodičem, takže svazek světla není při normálním průběhu svazku vláken tlumen. Pokud se někde vyskytne silnější místo, světelný svazek se částečně zakryje, což zase vede k přijmutí signálu vysílače. Detection of a ravel in a fast moved plastic fiber bundle A ravel in a fast moved plastic fiber bundle should be detected. At this, an optical fiber through beam head is placed in way, that the normal plastic fiber bundle stream does not cover the optical beam. However, if a ravel appears, the optical beam will be partly interrupted and this leads to a decrease of the receiver signal. |

|
|||||
APP N° 292
|
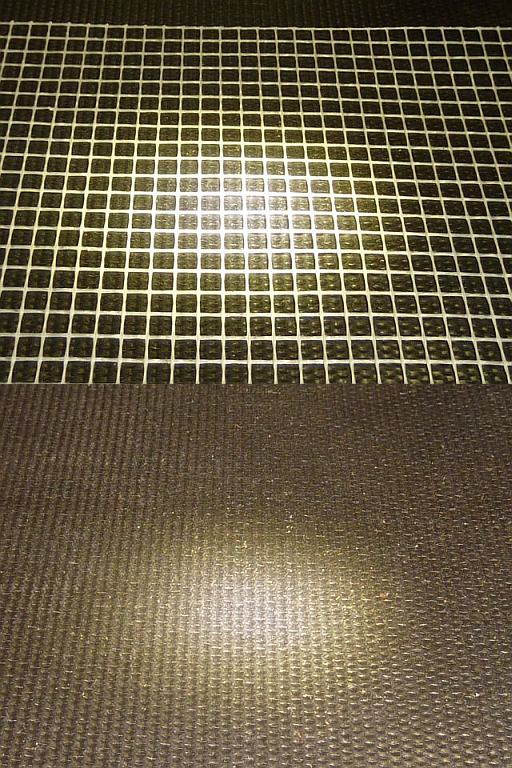
Kontrola přítomnosti bílé plastové mřížky na černém pozadí Kontrolovat se má výskyt bílé plastové mřížky na černém pozadí. Presence control of a plastic grid The presence of a white plastic grid on a black background should be detected. |
|
|||||
APP N° 287
|
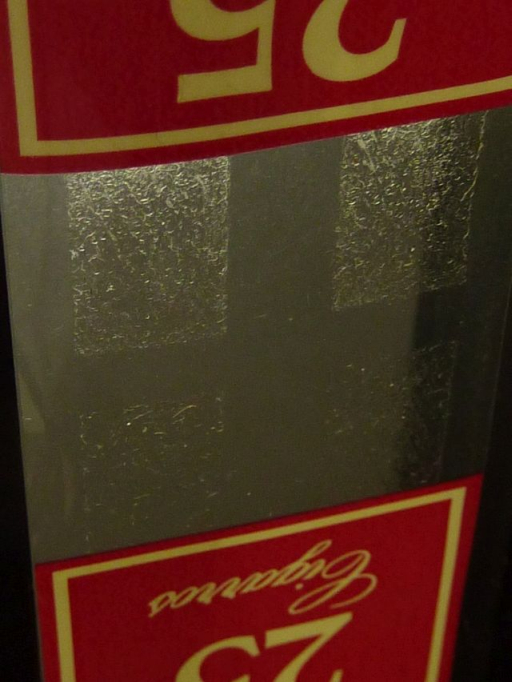
Rozpoznání barevné značky na potištěné, hliníkem povrstvené fólii Mají být rozpoznány černé značky na potištěné, hliníkem povrstvené plastové fólii. Pro přesné polohování plastové fólie má být poskytnut jak analogový, tak i digitální signál. Color mark detection on aluminum coated plastic film Color marks should be detected on aluminum coated plastic foil. An analog as well as a digital signal is required at the sensor output. |

|
|||||
APP N° 280
|
Záznam polohy hrany na čelní straně plastové tuby Během otáčení plastové tuby se má rozpoznat hrana na přední straně tuby. Detection of an edge on a plastic tube During the rotation of a plastic tube, an edge on the upper side of the tube should be detected. |

|
|||||
APP N° 279
|
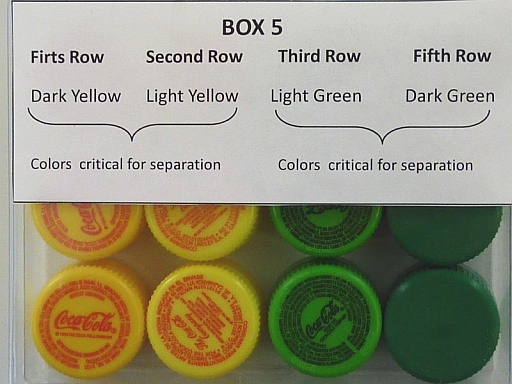
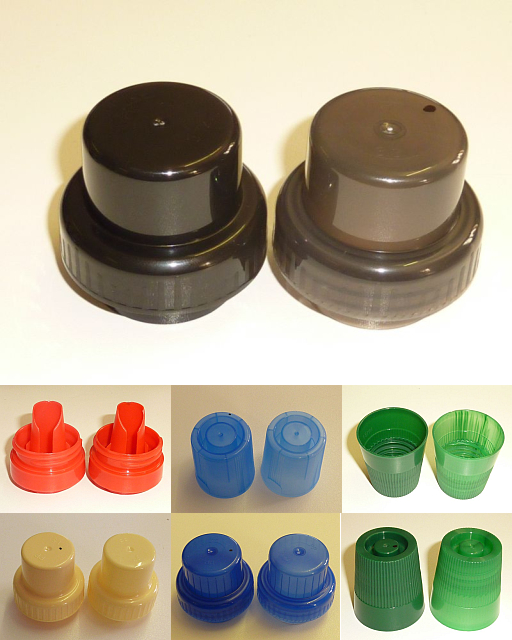
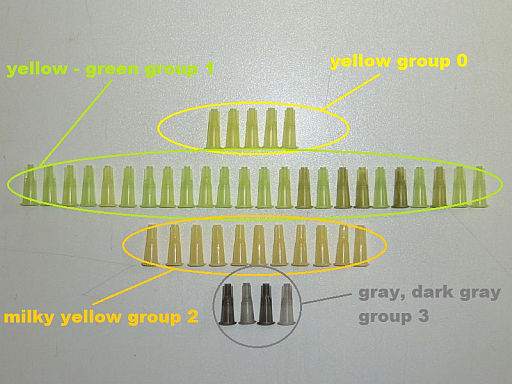
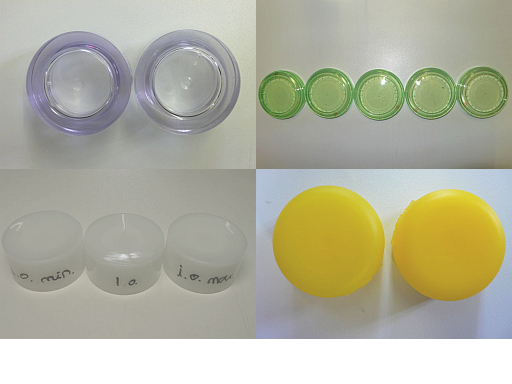
Barevné rozlišení plastových šroubových uzávěrů Má se provádět kontrola šroubových uzávěrů různých barev (světle žlutá, tmavě žlutá, světle zelená a tmavě zelená). Color control of plastic screw caps V Different colored plastic screw caps (dark yellow, light yellow, light green and dark green) should be differentiated. |
|
|||||
APP N° 278
|
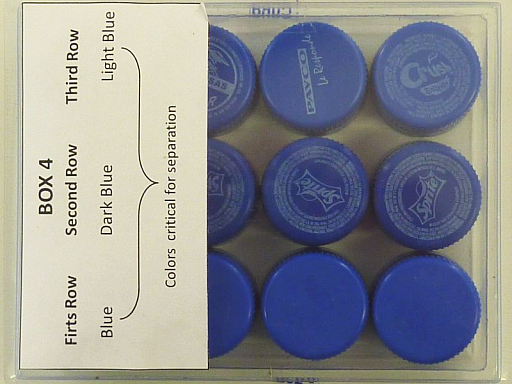
Kontrola barvy plastových šroubových uzávěrů Má se provádět oddělování třech různých plastových uzávěrů podle barev (světle modrý, modrý a tmavě modrý). Color control of plastic screw caps IV Three different colored plastic screw caps (light blue, blue and dark blue) should be differentiated. |
|
|||||
APP N° 277
|
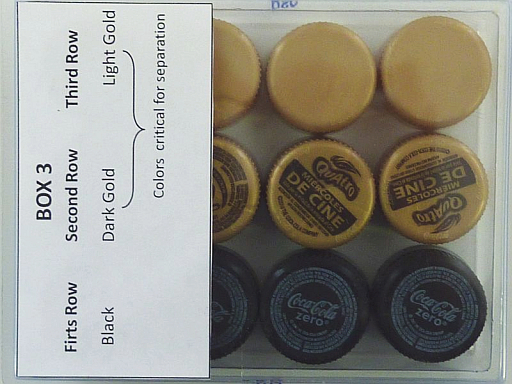
Kontrola barev plastových uzávěrů Má se provádět kontrola třech různých plastových šroubových uzávěrů podle barev (černým světle zlatý a tmavě zlatý). Color control of plastic screw caps III Three different colored plastic screw caps (black, light gold and dark gold) should be differentiated. |
|
|||||
APP N° 276
|
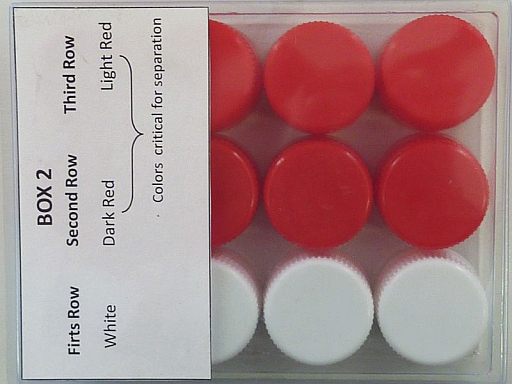
Barevné rozlišení plastových uzávěrů Má se provádět kontrola třech různě zbarvených plastových šroubových uzávěrů (bílý, světle červený a tmavě červený). Color control of plastic screw caps II Three different colored plastic screw caps (white, light red and dark red) should be differentiated. |
|
|||||
APP N° 275
|
Barevné rozlišení plastových uzávěrů Mají se kontrolovat tři různobarevné plastové šroubové uzávěry (světle oranžový, tmavě oranžový a šedý). Color control of plastic screw caps I Three different colored plastic screw caps (light orange, dark orange and gray) should be differentiated. |

|
|||||
APP N° 273
|
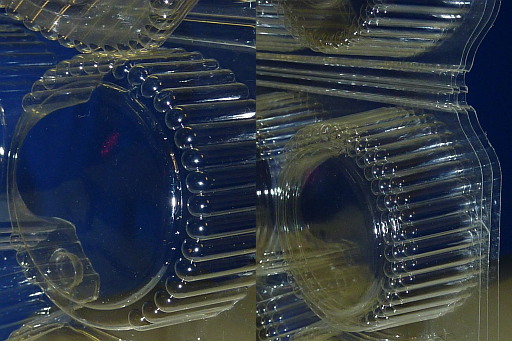
Rozpoznání driftu barvy prefabrikátů plastových lahví Drift barvy prefabrikátů plastových lahví má být rozpoznán včas během handlingu. Za tímto účelem se matice prefabrikátů plastových lahví zastaví na několik milisekund, to je dostatečně dlouhý čas pro kontrolu jednoho z prefabrikátů. Protože se vyrábějí různobarevné prefabrikáty (např. průhledné, modré, zelené, hnědé), musí být systém kontroly barev schopen přizpůsobit se rychle se měnícím skutečnostem. Detection of color drifts of plastic preforms The drift of plastic preforms should be detected during the handling process. At this, the matrix with the preforms stops for a few hundred milliseconds, it is sufficient to check one of the preforms on each matrix. There will be preforms with different colors produced, thus the systems should be easy adapted to another color. |

|
|||||
APP N° 272
|
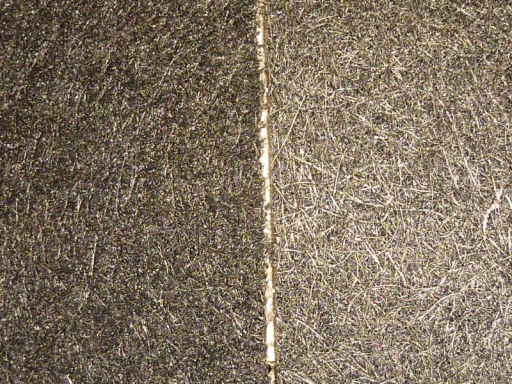
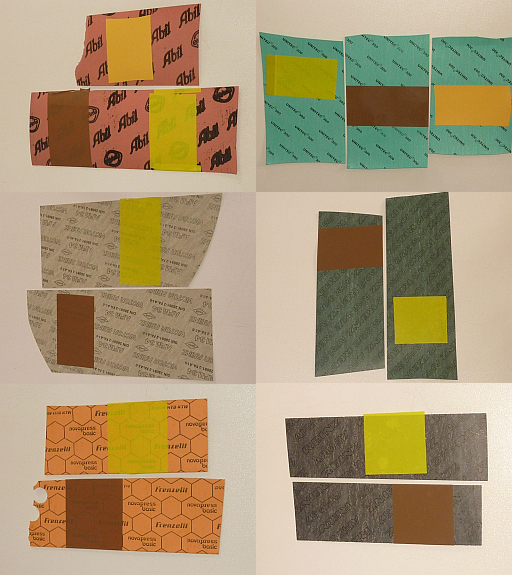
Rozpoznání plastové lepicí pásky na plastových dnech Má být rozpoznána lepicí páska, která vzájemně spojuje dvě plastová dna. Plastové dno přitom může mít různé barvy, zatímco lepicí páska je buď žlutá nebo hnědá. Detection of an adhesive tape on plastic flooring An adhesive tape, which has the task to combine the two ends of the plastic flooring, should be detected. At this, the plastic flooring can be different in color; the tape, however, is either yellow or brown in color. |
|
|||||
APP N° 271
|
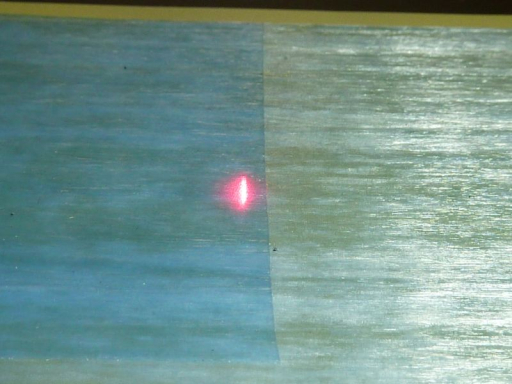
Rozpoznání lepicí vrstvy na plastové fólii Má být rozpoznán výskyt lepicí vrstvy na plastové fólii. Nejlepší by bylo kontrolovat celou šířku lepicí vrstvy. Nános lepidla při použití UV světla (365nm … 385nm) fluoreskuje a při impulzu emituje viditelné modré světlo. Naproti tomu se povrch plastu chová vůči UV světlu neutrálně. Detection of glue on a plastic film The presence of a glue layer on a plastic film should be detected. Almost the whole width of the plastic film should be controlled. The glue is slightly UV fluorescent, whereas the plastic film is UV neutral. |
|
|||||
APP N° 267
|
Barevné rozlišení plastových pohárků Červené lesklé plastové pohárky se mají rozlišit od černých lesklých plastových pohárků. Přitom se nesmí zapomenout na to, že vzdálenost od senzoru k pohárkům se může o několik milimetrů měnit. Color differentiation of plastic cans Red glossy plastic cans should be differentiated from black glossy plastic cans. At this, the distance from the sensor to the cans is changing a few mm. |

|
|||||
APP N° 242
|
Kontrola přítomnosti opticky transparentní plastové fólie Má se kontrolovat přítomnost opticky transparentní plastové fólie. Zde je nutné pamatovat na to, že senzor musí být umístěn minimálně 1 m od fólie a plastová fólie se třepotá v amplitudě několika milimetrů. Presence control of an optical transparent plastic film The presence of a transparent plastic film should be controlled. At this, the distance of the sensor to the plastic film should be in minimum 1m and it should be noticed, that the plastic film can flutter a few millimeters. |
|
|||||
APP N° 231
|
Detekce šmouh na transparentních barevných plastových uzávěrech Během otáčení plastových uzávěrů se mají zaznamenat případné šmouhy v transparentních barevných plastových uzávěrech. Schlieren detection on transparent colored plastic closures Schlieren on transparent colored plastic closures should be detected. |

|
|||||
APP N° 230
|
Kontrola barev transparentních plastových uzávěrů Má se kontrolovat barva transparentních plastových uzávěrů. Přitom je nutné pamatovat na to, že kontrolovány mají být plastové uzávěry, které jsou různé podle šarže, a úkol nyní spočívá také v tom, aby byl příslušný produkt udržen v dovoleném rozmezí tolerance. Color control of transparent plastic closures The color of transparent plastic closures should be controlled. At this, different colored transparent closures (e.g. orange, violet, magenta) will be produced and the task is to hold the respective color in a certain range. |

|
|||||
APP N° 225
|
Barevné rozlišení tří plastových dílů z oblasti interiérů Mají se kontrolovat tři různobarevné plastové díly. Color differentiation of three different plastic components in the interior field Three different colored plastic parts should be differentiated. |

|
|||||
APP N° 224
|
Rozlišení plastových dóz s různou tloušťkou stěny Kontrolovat se mají plastové dózy stejné barvy a obrysu, avšak s různou tloušťkou stěny. Differentiation of plastic bottles with different wall thickness Plastic bottles with different wall thickness should be differentiated. |

|
|||||
APP N° 223
|
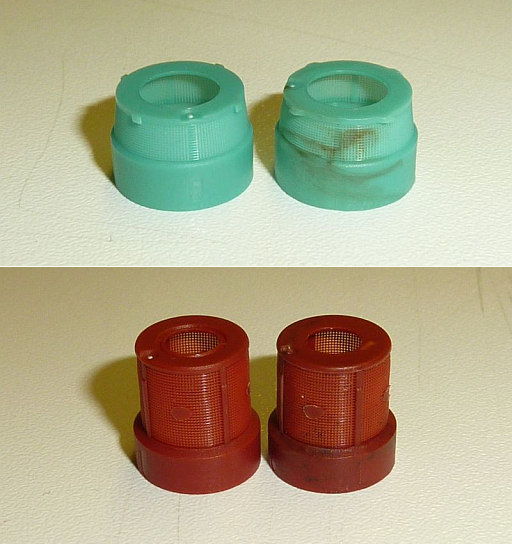
Kontrola barev plastových sítových hlavic Mají být detekovány barevné odchylky plastových sítových hlavic. Color quality control of plastic strainer The quality of green as well of red plastic strainer should be controlled. |
|
|||||
APP N° 206
|
Kontrola barev dvou různých proužků dveřního těsnění Barevně se od sebe mají rozlišit dva hnědé, nepatrně odlišné plastové těsnicí proužky. Color differentiation of brown plastic door seals Two different brown colored plastic seals should be differentiated. |

|
|||||
APP N° 205
|
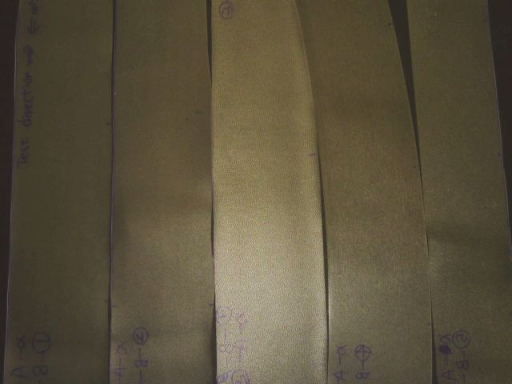
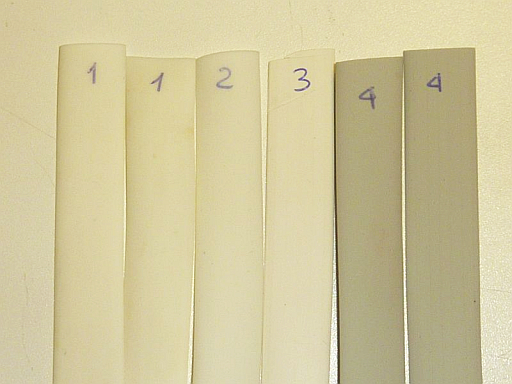
Barevné oddělení plastových izolačních proužků v různých odstínech bílé a šedé barvy Mají se rozlišovat plastové izolační proužky v různých odstínech bílé a šedé barvy. Color differentiation of plastic stripes Different colored plastic stripes should be differentiated. |
|
|||||
APP N° 201
|
Kontrola barvy plastových šroubových uzávěrů Kontrolovat se má barva různých šroubových uzávěrů. Zde se nesmí zapomenout na to, že každá barva leží v rámci předepsaných tolerancí. Color control of plastic closures The color of plastic closures should be controlled. The main task is not to distinguish between different colors but to check, whether the same closure is in a certain color tolerance. |
|
|||||
APP N° 200
|
Kontrola barev prefabrikátů PET lahví Má se hlídat barva extrémně tmavých prefabrikátů PET lahví. Color control of PET preforms Different colored PET preforms which are used in the bottle industry should be differentiated. |

|
|||||
APP N° 187
|
Rozpoznání transparentní plastové etikety na transparentním plastovém vedení pásu Má se provádět detekce transparentní etikety na transparentní fólii, která je nosným materiálem. Transportní rychlost nosné fólie přitom činí několik m/s. Detection of the position of optical transparent plastic label on optical transparent plastic film The position of a transparent label on a transparent film should be detected. At this the speed of the film is in the range of a few m/s. |
|
|||||
APP N° 180
|
Rozpoznání perforované linie v plastové fólii Má se provádět detekce perforované linie v plastové fólii. Přitom se nesmí zapomenout na to, že plastová fólie se transportuje rychlostí několika mm/s a průměr děr činí asi 0.3 mm. Detection of a perforation line in a plastic film A perforation line should be detected in a plastic film. At this, the speed of the plastic film is a few m/s and the diameter of the holes in the plastic film is approximately 0.3mm. |

|
|||||
APP N° 178
|
Rozpoznání hrany etikety na plastovém filmu Má být rozpoznána hrana etikety na transparentní plastové fólii. Edge detection of a plastic label on a plastic film The edge of a plastic label should be detected on a plastic film. |
|
|||||
APP N° 176
|
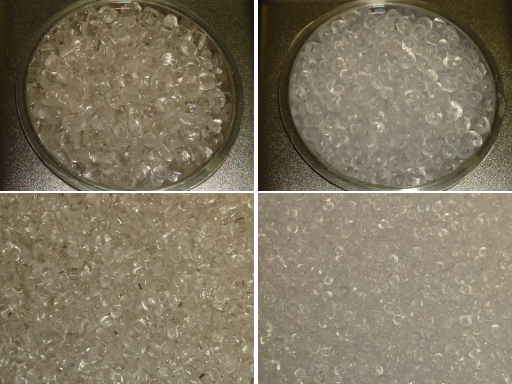
Barevné rozlišování plastových lahví Během recyklačních procesů se mají třídit různobarevné PET lahve. Dokonce i jen mírně namodralé plastové lahve musí být rozlišeny od čirých transparentních PET lahví. Rychlost lahví činí několik m/s. V lahvích se může tvořit kondenzát, který vede ke vzniku kapek vody uvnitř lahví. Navíc se na lahvích nacházejí etikety. Color differentiation of plastic bottles During the recycling process different colored PET-bottles should be separated. Even light blue colored plastic bottles must be differentiated from clear transparent PET-bottles. At this the speed of the bottles is a few m/s. There can be condense water accumulated in the bottles, which causes water drops inside the bottles. Furthermore the bottles come with a label. |

|
|||||
APP N° 161
|
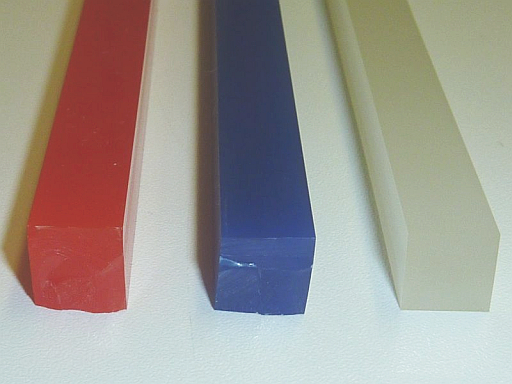
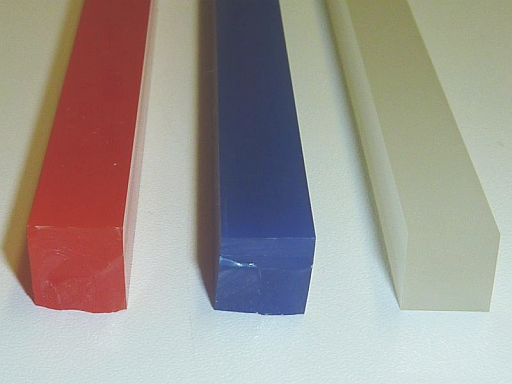
Kontrola šířky PU profilu U PU pramence s pravoúhlým průřezem se má během výroby kontrolovat jeho šířka. Width control of polyurethane profiles The width of different colored polyurethane profiles should be measured during the production. |
|
|||||
APP N° 160
|
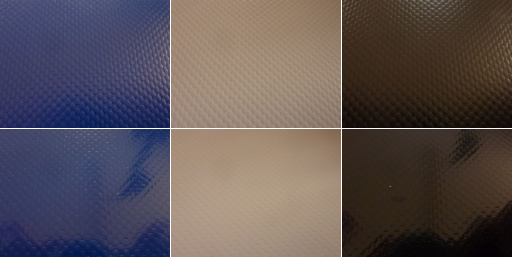
Kontrola výšky PU profilů Během výroby se má kontrolovat výška různých PU profilů. Přitom je nutné zohlednit, že světlo do nich proniká různě hluboko, a to v závislosti na barvě objektu. Height control of polyurethane profiles The height of different colored polyurethane profiles should be controlled. It has to be aware that the polyurethane material is slightly milky which means, that light which is directed onto the profile will partly enter the surface. |
|
|||||
APP N° 159
|
Kontrola barvy plastových tlačítek v oblasti interiéru Má být kontrolována barva plastových tlačítek, jaké se používají v automobilovém průmyslu. Nesmí se zapomenout na to, že orientace tlačítek v místě kontroly je libovolná. Color control of plastic buttons in the automotive interior field Plastic buttons should be color controlled. It has to be taken into account, that the angle alignment of the plastic buttons is arbitrary during the control process. |

|
|||||
APP N° 158
|
Záznam hrany transparentní plastové fólie v průběhu výroby Během procesu převíjení se má zaznamenávat poloha transparentní plastové fólie. Edge position control of a transparent plastic film The position of the edge of a transparent plastic film should be controlled. |

|
|||||
APP N° 156
|
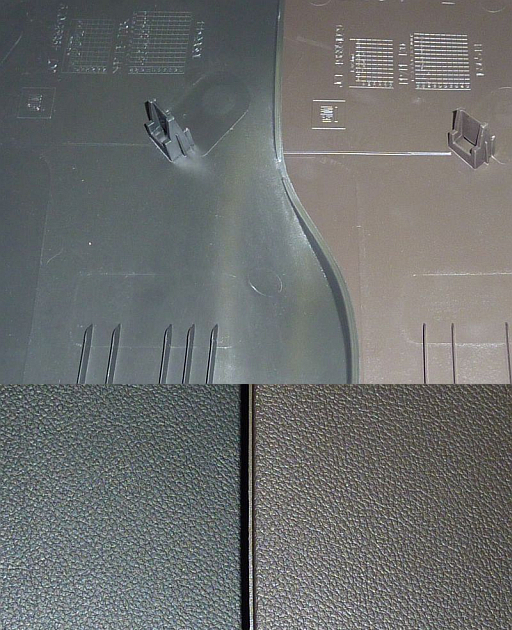
Barevné rozlišení černých a tmavě hnědých plastových komponent v oblasti interiéru Mají být rozpoznány oba plastové díly (černý a tmavě hnědý). Přitom je nutné zohlednit, že z důvodu montážní situace se musí kontrolovat jak přední, tak i zadní strana. Color differentiation between black and dark brown plastic interior components Two plastic interior parts should be color differentiated. Due to assembly reasons, the backside as well as the front side of the two components should be controlled, respectively. |
|
|||||
APP N° 131
|
Barevné rozlišení plastových drátů Kontrolovat se má barva plastových drátů. Differentiation of plastic monofilaments Plastic monofilaments, different in size or in color, should be differentiated. |

|
|||||
APP N° 122
|
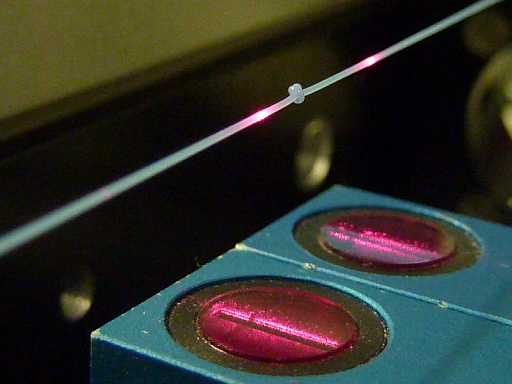
Kontrola směru během transportu kapslí Má být kontrolován směr kapslí během přepravy v mechanickém vedení. Polovina kapsle o větším průměru má být během transportu vpředu. Rozdíl průměru obou kapslí přitom činí cca 0,3 mm. Kapsle jsou přepravovány konstantní rychlostí cca 0,4 m/s. Kontrolovány musí být různé velikosti kapslí od 3 mm do 8 mm. Capsule direction control The direction of capsules in a mechanical guide should be controlled. The capsules consist of two parts at which one component has a diameter which is approximately 0.3mm bigger as the other. The capsules will be linearly moved with a speed of 0.4m/s and the diameter of the different types is between roughly 3mm and 8mm. The color of the capsules can change from white to black, all colors even transparent types are possible. |

|
|||||
APP N° 121
|
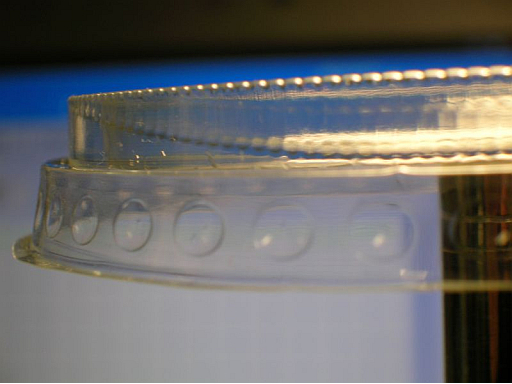
Kontrola přítomnosti drážkovaného profilu na transparentním plastovém víčku Na transparentním plastovém víčku se má testovat, zda je na něm drážkovaný profil po celém obvodu. U vadných dílů se může stát, že drážkovaný profil je jen v některých místech. Control of the presence of straight knurling on a transparent plastic closure On a transparent plastic closure the straight knurling should be detected. On incorrect closures the straight knurling is partly not present. |
|
|||||
APP N° 120
|
Kontrola dvojité vrstvy blistrových fólií Během procesu handlingu se může stát, že namísto jedné vylisované průhledné fólie bude transportováno hned několik plastových fólií, což se má odpovídajícím způsobem kontrolovat a podle možnosti se tomu má také zabránit. Double transparency film control The presence of a transparent blister foil should be controlled with a reflective sensor system. Furthermore it must be distinguished between one, two or three blisters. |

|
|||||
APP N° 108
|
Kontrola uzlů a kontrola vad na drátech a vláknech Mají se zaznamenávat uzly a vady na drátech a vláknech. Přitom se mohou vyskytovat různé průměry produktu; rychlost produktu je přitom několik m/s. Knot and defect control of mono filaments Knots as well as defects on mono filaments and threads should be detected. At this, different diameters of filaments and threads are possible and the feed rate lies in the range of a few m/s. |
|
|||||
APP N° 103
|
Kontrola vícenásobné vrstvy blistrových balení Během manipulačního procesu s blistrovými baleními se má kontrolovat, zda se ze stohu odebralo jedno nebo více blistrových balení. Control of the number of blister packages During the handling process of blister packages it can happen, that more than one blister package will be transported simultaneously, this should be avoided. |
|
|||||
APP N° 96
|
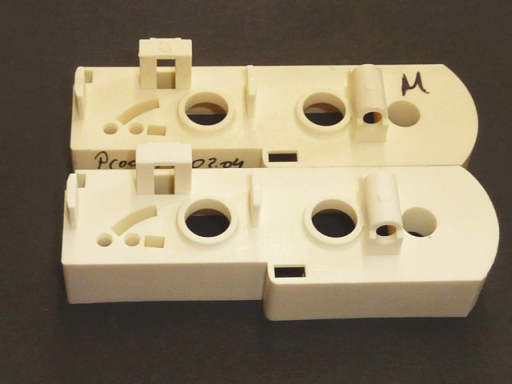
Rozlišení přední strany / zadní strany plastového uzávěru V průběhu výroby plastových boxů je nutné kontrolovat správnou polohu plastových víček (přední/zadní strana). Differentiation between front side and back side of closures During the production of dispensers for moist wipes the closure site (front side and back side) must be controlled. |

|
|||||
APP N° 92
|
Barevné rozlišení plastových komponent pro injekční jehly Má být kontrolována barva plastových vložek pro injekční jehly, přitom se mohou i v rámci stejného barevného typu vyskytnout nepřípustně velké odchylky, které by potom měly být rozpoznány. Color differentiation of syringe capsules Syringe capsules must be color differentiated. At this, there should be detected also an unacceptable color change from batch to batch of the same capsule type. |
|
|||||
APP N° 86
|
Rozlišení plastových dílů, zda mají nebo nemají vybrání Mají se rozlišovat plastové díly různých barev se čtyřmi žebry, popř. s pěti žebry Differentiation of different colored plastic parts with different number of bars Plastic parts with four (the bar located in the middle is shorter) and five long bars must be distinguished independent of the color. |
|
|||||
APP N° 74
|
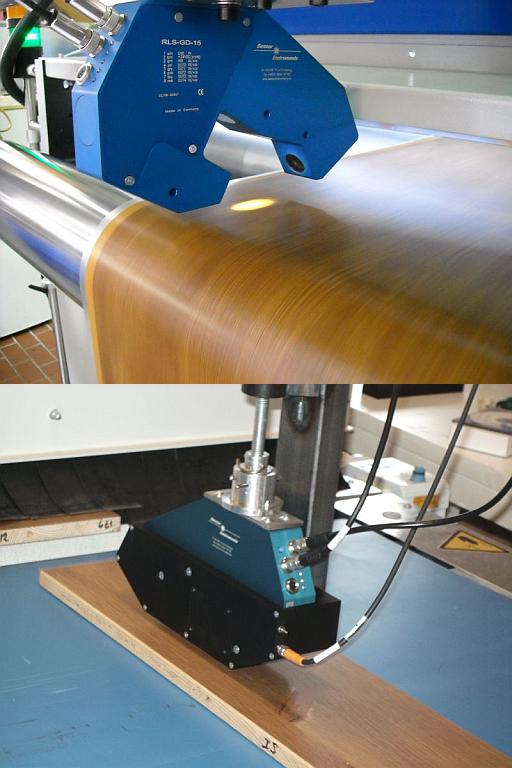
Inline-kontrola lesku plastových fólií a laminovaných MFD desek V průběhu výroby plastových fólií a laminovaných MFD desek se má měřit a zaznamenávat stupeň lesku. Inline gloss measurement of plastic films and laminated plates During the production of plastic films as well as of laminated plates the gloss factor should be measured. |
|
|||||
APP N° 71
|
Kontrola polohy transparentních plastových fólií V rámci rozsahu 50 mm se má kontrolovat poloha transparentní fólie. Optical transparent plastic foil position control The position of an optical transparent plastic film should be controlled in a range of approximately 50mm. |
|
|||||
APP N° 20
|
Kontrola barev plastových uzávěrů Má se kontrolovat barva plastových uzávěrů. Closure head color control Different plastic closure heads should be color controlled. |
|
")