Aplikacje dla użytkowników!
1) Wybierz zastosowanie:
Synthetic Industry (Kunststoffindustrie)
2) Wybierz język:
APP N° 803
|
Plastic cap color measurement The color of plastic caps should be measured. |

|
|||||
APP N° 799
|
Presence control of a potting compound on plastic components The presence of a sealing compound on plastic components should be controlled. |
|
|||||
APP N° 797
|
Color control of preforms made of recyclates Preforms made of recycled material should be color controlled. |

|
|||||
APP N° 795
|
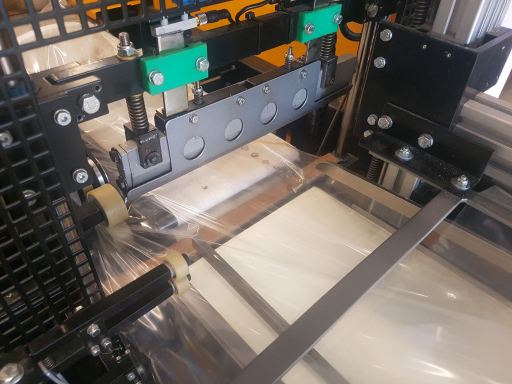
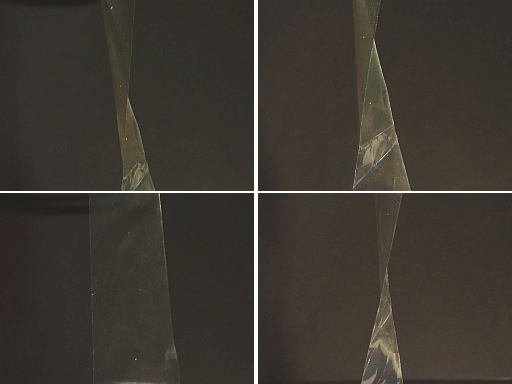
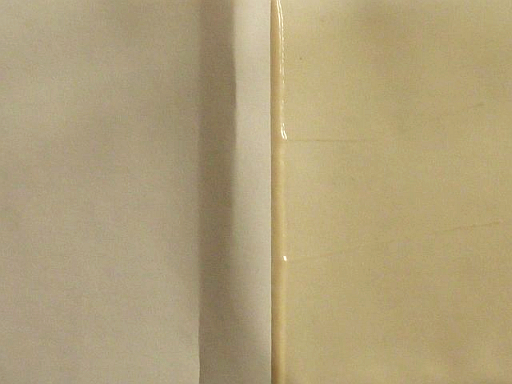
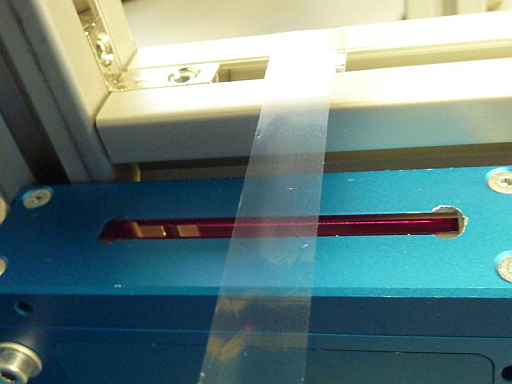
Translucent stretch film thickness measurement The thickness of a translucent stretch film should be measured. |

|
|||||
APP N° 793
|
Color control of preforms The color of preforms should be controlled. |

|
|||||
APP N° 790
|
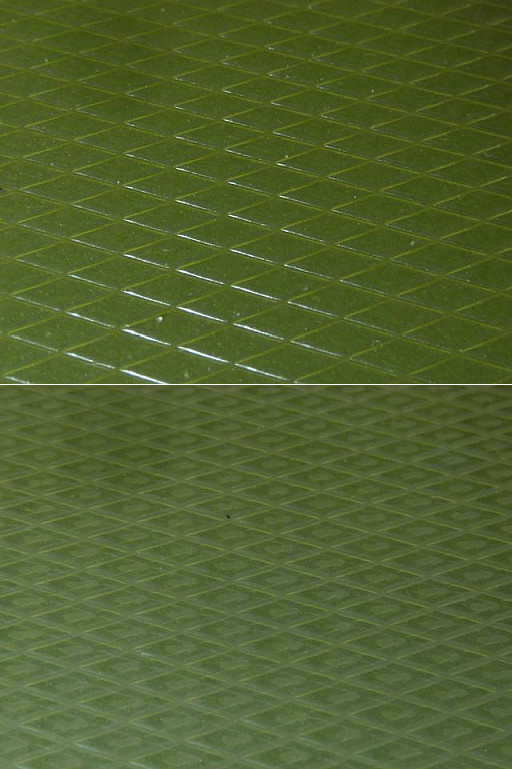
Gloss measurement of synthetic floorings The gloss of plastic floors should be measured. |

|
|||||
APP N° 789
|
Plastic film thickness measurement The thickness of plastic stretch film should be measured. |

|
|||||
APP N° 788
|
Streak detection on a plastic surface A plastic surface should be controlled regarding freedom from streaks and striae. |

|
|||||
APP N° 774
|
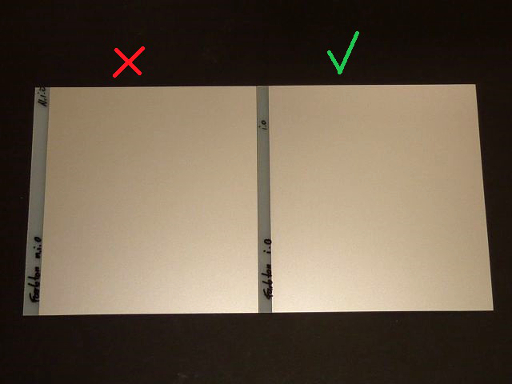
Differentiation of PE and PET side of plastic plates The PET side of plastic plates should be differentiated from the PE side. |
|
|||||
APP N° 765
|
Color mark recognition on transparent plastic films A color mark on a translucent synthetic tape should be recognized. |

|
|||||
APP N° 764
|
Synthetic component orientation control The orientation of transparent plastic parts should be controlled. |

|
|||||
APP N° 763
|
Color mark detection on transparent plastic adhesive strips Color marks should be detected on transparent synthetic glue strips. |
|
|||||
APP N° 746
|
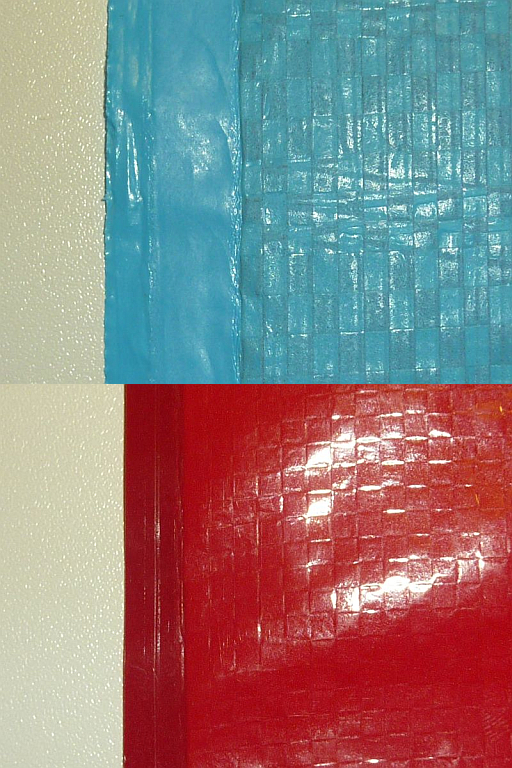
Color measurement of plastic plates with different structures The color of plastic plates with a fine, middle and coarse surface should be measured. |

|
|||||
APP N° 740
|
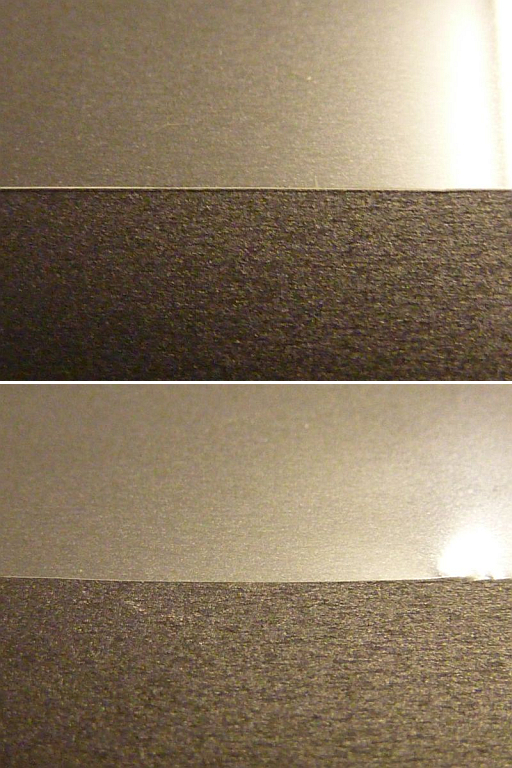
Backside/frontside differentiation of synthetic parts The backside should be differentiated from the frontside of flat synthetic components. |

|
|||||
APP N° 739
|
Frontside and backside differentiation of a plastic part The frontside of a flat plastic part should be differentiated from the backside. |
|
|||||
APP N° 727
|
Thickness measurement of thermal insulation panels The thickness of thermal insulation panels should be measured INLINE. |

|
|||||
APP N° 724
|
Differentiation of yellowish cast to bluish shade clear transparent plastic components Clear bluish transparent plastic components should be differentiated from yellowish parts. |

|
|||||
APP N° 723
|
Color differentiation of clear transparent plastic parts A yellowish cast to a bluish shade of transparent clear plastic components should be detected. |
|
|||||
APP N° 722
|
Differentiation of bluish and yellowish colored plastic parts Blueish colored plastic parts should be differentiated from yellowish colored plastic components. |

|
|||||
APP N° 716
|
Counting of transparent plastic lids Transparent plastic lids should be counted. |

|
|||||
APP N° 715
|
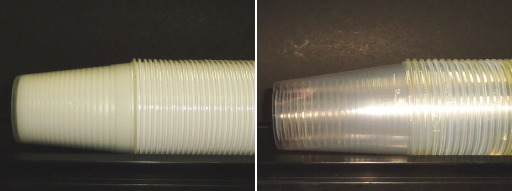
Counting of semitransparent plastic cups Semitransparent plastic cups should be counted. |

|
|||||
APP N° 713
|
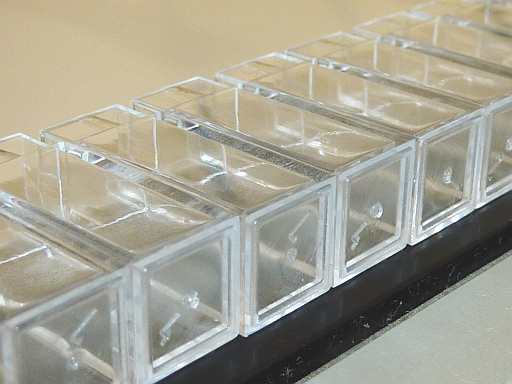
Counting of transparent plastic boxes Close lined up transparent plastic boxes should be counted. |
|
|||||
APP N° 699
|
UVA transmittance of plastic plates The UVA transmittance of plastic plates should be measured. |
|
|||||
APP N° 684
|
Color control of deep blue plastic covers The color of blue plastic covers should be controlled, whether the respective cover is inside the tolerance range or not. |

|
|||||
APP N° 682
|
Differentiation of coated and uncoated plastic film An uncoated plastic film should be distinguished from a coated plastic film. |
|
|||||
APP N° 672
|
Presence control of a fluorescent semitransparent cover on a white plastic box The presence of a fluorescent semitransparent cover should be controlled. |
|
|||||
APP N° 652
|
Glue bead presence control on plastic components The presence of adhesive on black plastic parts should be controlled. |

|
|||||
APP N° 651
|
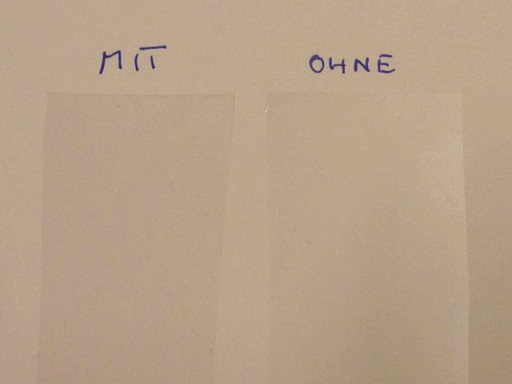
Presence control of a primer layer on a plastic component A primer layer on a plastic surface should be detected. |
|
|||||
APP N° 643
|
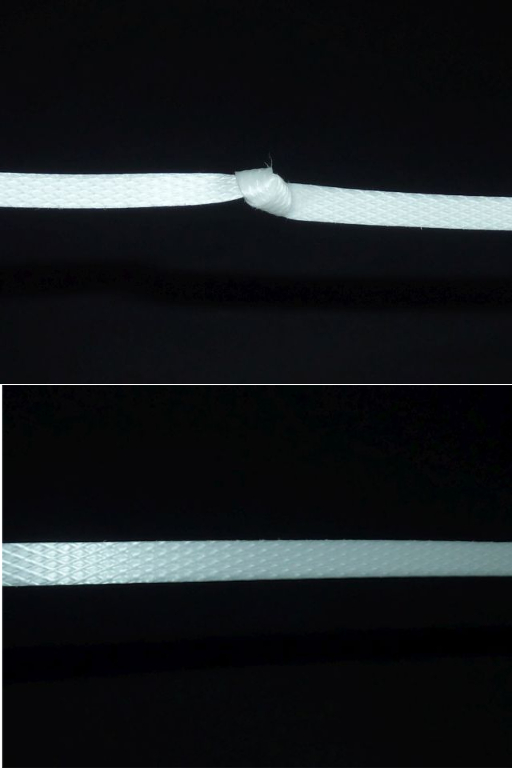
Knot detection on plastic straps Knots in plastic straps should be inline detected. |
|
|||||
APP N° 635
|
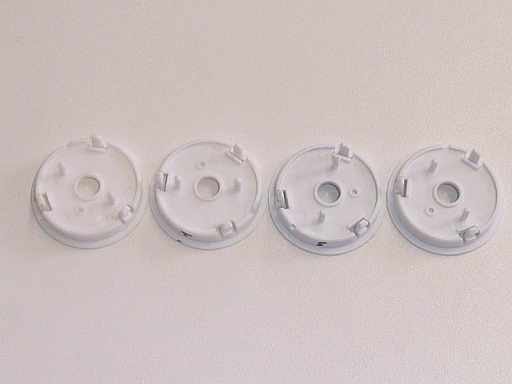
Direction control of plastic caps The direction (upside or upside down) of plastic caps should be controlled. |

|
|||||
APP N° 623
|
Gap detection of fluorescent coating on plastic band A gap inside fluorescent coating on a plastic ribbon should be detected. |

|
|||||
APP N° 617
|
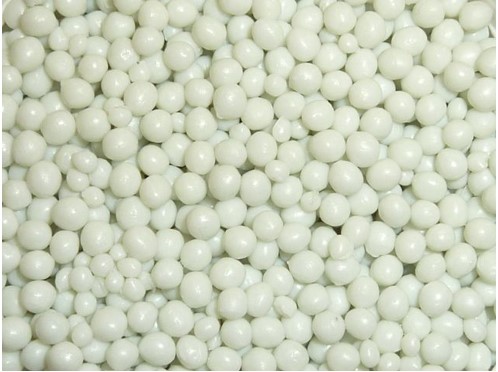
Moisture control of plastic pellets The very low water content of plastic pellets should be measured. |
|
|||||
APP N° 611
|
Color measurement of two different colored transparent Plexiglas sheets A slightly blueish and a slightly yellowish colored transparent acrylic glass sheet should be color measured. |
|
|||||
APP N° 609
|
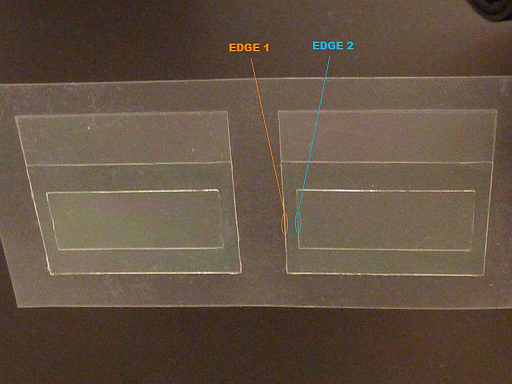
Glue line edge tracing on transparent plastic film The edge of a glue line on a transparent plastic film should be detected. |

|
|||||
APP N° 606
|
Color measurement of semitransparent plastic parts The color of semitransparent plastic components should be measured. |

|
|||||
APP N° 602
|
Color measurement of plastic parts The color of plastic parts should be measured. |

|
|||||
APP N° 600
|
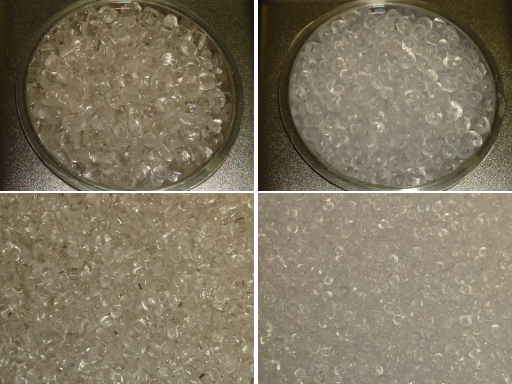
Color measurement of transparent plastic pellets Transparent plastic pellets should be color controlled and especially the yellowing should be detected. |
|
|||||
APP N° 599
|
Presence control of a transparent plastic film The presence of a transparent edge strip should be controlled. |
|
|||||
APP N° 595
|
Differentiation of front side and backside of canvas The front side of canvas should be differentiated from the backside. |
|
|||||
APP N° 580
|
Edge detection on plastic cups The rims of stacked plastic cups should be detected. |
|
|||||
APP N° 561
|
Color measurement of plastic components Plastic components should be color measured |
|
|||||
APP N° 560
|
Detection of an UVC absorbing coating on transparent plastic film UVC absorbing coating should be detected on transparent plastic films. |
|
|||||
APP N° 558
|
Glue line gap detection on transparent label On a transparent label a gap in a glue line should be detected. |
|
|||||
APP N° 549
|
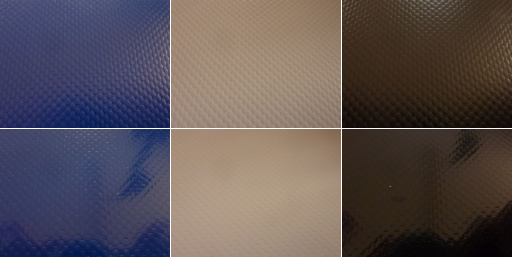
Gloss measurement of transparent plastic films The gloss factor of different transparent plastic films should be measured on both sides. |
|
|||||
APP N° 547
|
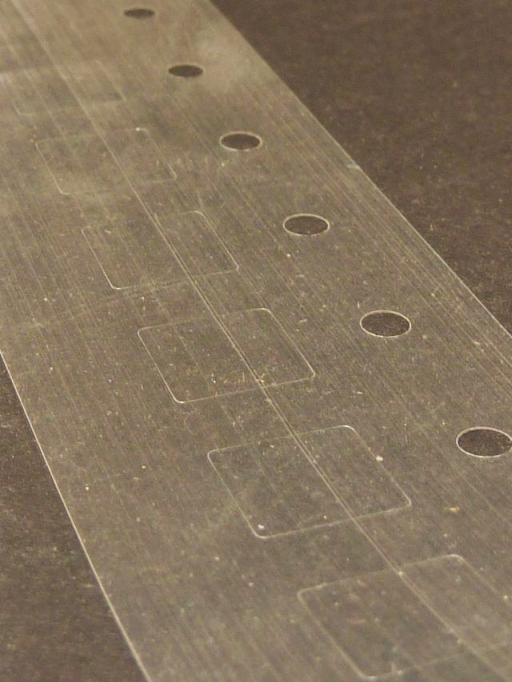
Punched hole detection at transparent plastic film Punched holes should be detected at transparent plastic films. |
|
|||||
APP N° 545
|
Differentiation of the inner surface of plastic tubes The inner surface of plastic tubes should be controlled. |

|
|||||
APP N° 537
|
Color differentiation of interior plastic parts Plastic parts, which are used in the automotive interior field, should be color differentiated |

|
|||||
APP N° 536
|
Detection of silicone oil film on plastic components The presence of silicon oil should be controlled on the surface of plastic components. |

|
|||||
APP N° 531
|
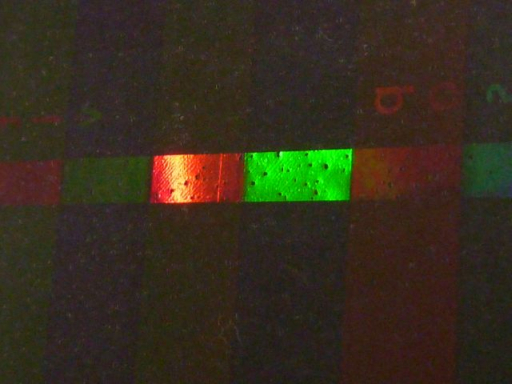
Detection of holographical reference marks Holographic reference marks should be detected. There are red as well as green reflecting reference marks which should be detected with the same adjustment. |
|
|||||
APP N° 519
|
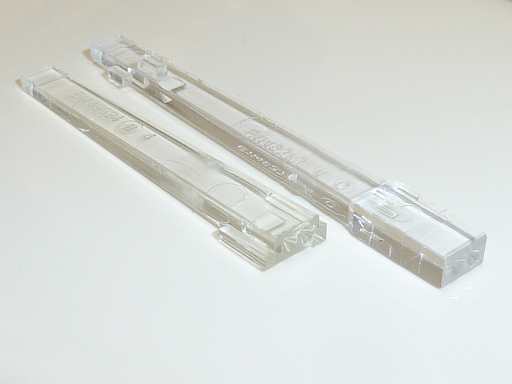
Quality control of transparent plastic plates Transparent plastic plates should be quality controlled. The parts with a high optical quality should be differentiated from components with optical aberration failures. |

|
|||||
APP N° 518
|
Color measurement of recycled plastic pellets The color of recycled plastic pellets should be measured. It has to be taken into account, that the position of the pellets behind the inspection glass can vary, thus a big light spot has a certain advantage to get a proper average measurement value. Furthermore, it should be considered, that the ambient temperature around the inspection glass can reach 120°C. |
|
|||||
APP N° 510
|
Gloss measurement of translucent plastic films The gloss level of semi-transparent plastic films should be inline measured. |
|
|||||
APP N° 504
|
Wall thickness control of semitransparent plastic components The wall thickness of semitransparent plastic components should be determined. It should be taken into account that the opacity correlates to the wall thickness of the plastic parts. |

|
|||||
APP N° 491
|
Height measurement of a transparent plastic plate with embedded fabric The height of transparent plastic plate with different embedded fabric should be measured. |

|
|||||
APP N° 487
|
Color measurement of plastic pellets The color of plastic pellets should be measured during the production. |

|
|||||
APP N° 481
|
Color differentiation of plastic pen housings The color of plastic bushings should be controlled. |

|
|||||
APP N° 472
|
Color differentiation of small plastic tubes Small violet plastic tubes should be color differentiated. |

|
|||||
APP N° 471
|
Color differentiation of small plastic brushes Small plastic brushes should be color differentiated. |

|
|||||
APP N° 444
|
Gray value control of screen printing plastic plates The gray scale value of screen printing plastic plates should be controlled. |
|
|||||
APP N° 443
|
Control of silk-screen printing color marks Screen printing color marks should be controlled on plastic sheets. |

|
|||||
APP N° 435
|
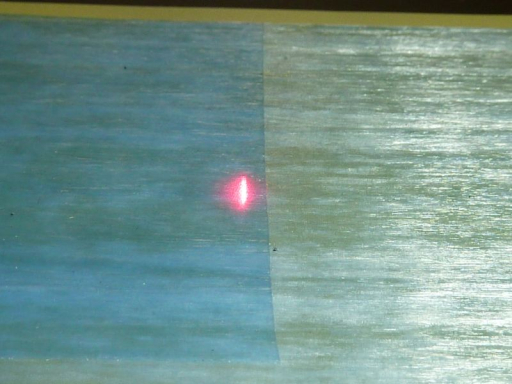
Thickness control of a thin layer on a transparent plastic film The thickness of a thin layer on a transparent plastic film should be measured. To measure the transmission with a through beam system seems to be an adequate method to determine the thickness of a thin layer. |
|
|||||
APP N° 434
|
Haze control of semi transparent plastic plates Semi transparent plastic plates should be controlled with a view to the opacity. |

|
|||||
APP N° 433
|
Color differentiation of plastic caps Plastic caps for drinking bottles should be color differentiated. It has to be taken into account, that the closures are very glossy. |

|
|||||
APP N° 418
|
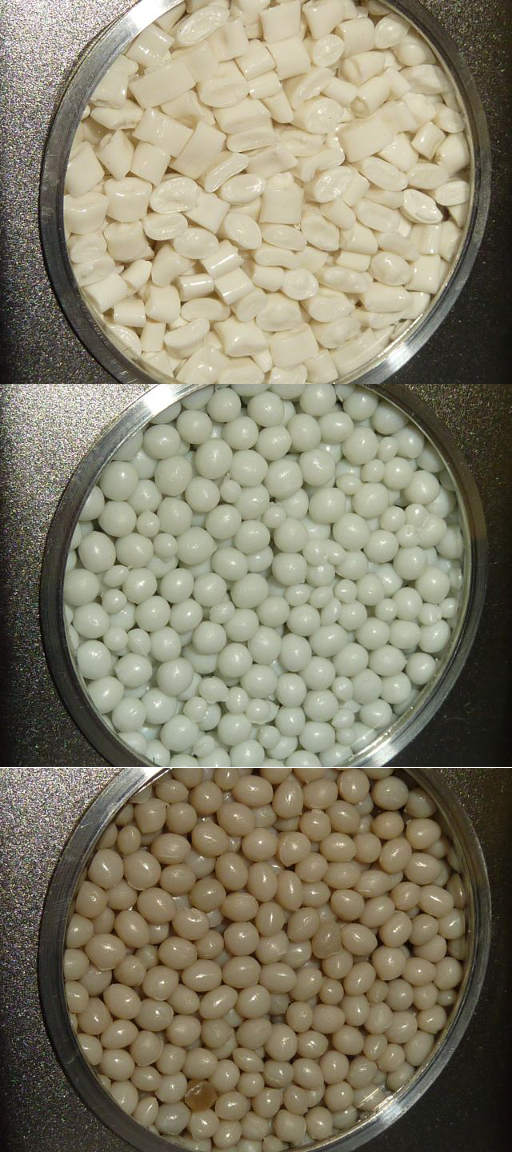
Differentiation of plastic pellets Chemically and in terms of color different plastic pellets should be distinguished. |

|
|||||
APP N° 406
|
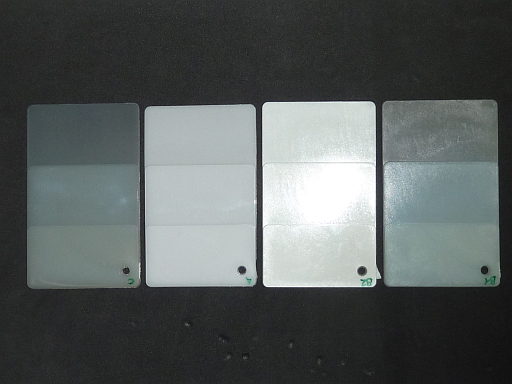
Transparency control of white plastic plates The transparency of white plastic plates should be controlled. |
|
|||||
APP N° 399
|
Differentiation of semitransparent plastic films Semitransparent plastic films should be differentiated. |

|
|||||
APP N° 397
|
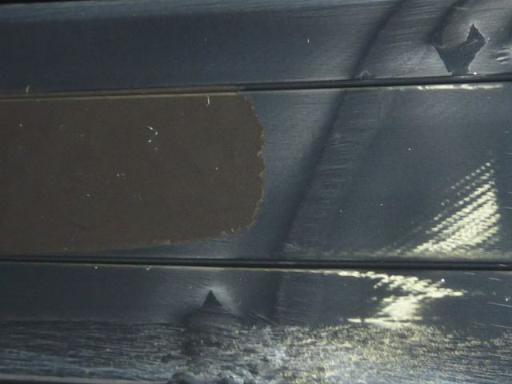
Detection of a deepening in a plastic film Depressions in a semitransparent plastic film should be detected. The detection is only possible from above. |
|
|||||
APP N° 390
|
Color control of plastic window profiles Plastic profiles which are used for casement frames should be color controlled. |
|
|||||
APP N° 378
|
Color control of injection moldings Injection plastic parts should be color controlled. It has to be taken into account, that the surface of the plastic part is different in the degree of gloss as well as in the color. Only the narrow frame delivers nearly a constant degree of gloss. Thus, the color should be controlled at the narrow edge. |
|
|||||
APP N° 370
|
Color control of white plastic profiles The color of white plastic profiles should be controlled. |
|
|||||
APP N° 369
|
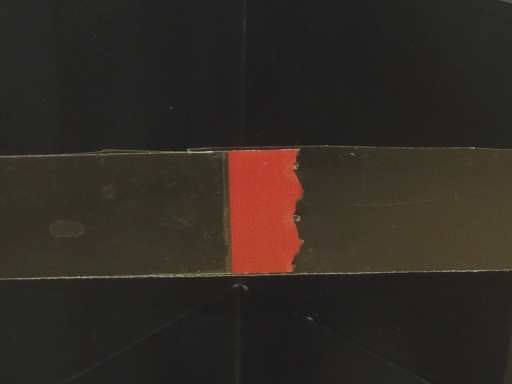
Color mark detection on plastic film A black color mark should be detected on a shiny plastic film. At this, it has to be taken into account that different background colors can occur. |

|
|||||
APP N° 367
|
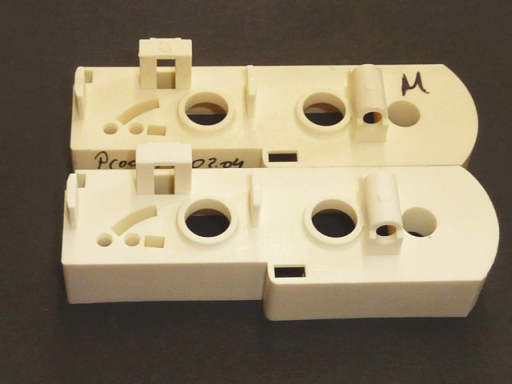
Presence control of a seal in plastic components The presence of a seal in a plastic part should be controlled. |

|
|||||
APP N° 362
|
Label presence detection on plastic bottles The presence of a label on plastic bottles should be controlled. |

|
|||||
APP N° 361
|
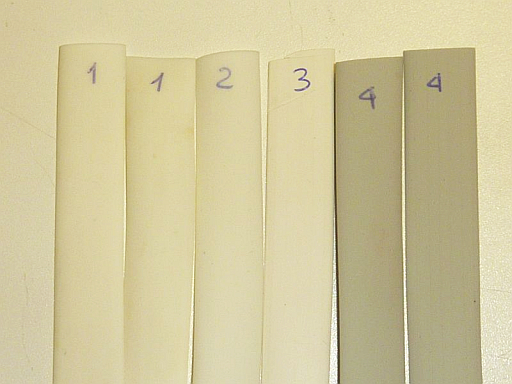
Plastic preforms color control The color of plastic preforms should be controlled. Good parts should be differentiated from marginal parts. |

|
|||||
APP N° 355
|
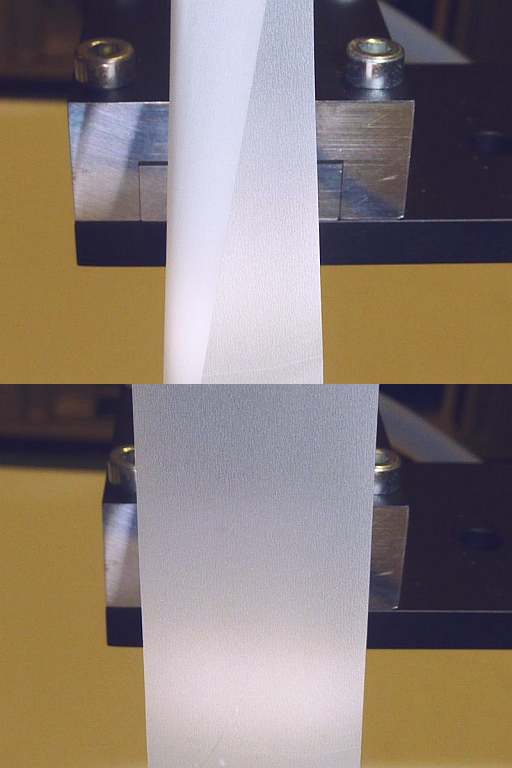
Width control of a semitransparent plastic film The width of a semitransparent plastic film should be controlled. At this, the transversal drift of the 18.5mm wide plastic film is around ±10mm, thus the detecting range should be 50mm. |

|
|||||
APP N° 354
|
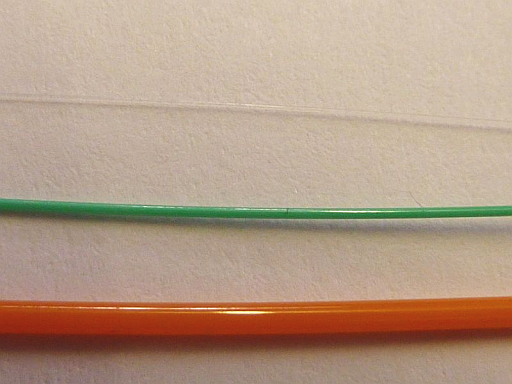
Diameter control of plastic monofilaments The diameter of plastic monofilaments should be controlled. At this, monofilaments with diameters starting from 0.1mm up to 2mm are possible. |
|
|||||
APP N° 353
|
Double layer control of plastic films With a view to the changeover from the double layer to the single layer range of a plastic film a sensor system should deliver exactly a signal which informs about the beginning of the single layer as well as the double layer range. |
|
|||||
APP N° 350
|
Color control of plastic pins Plastic pins which are used for seat belts should be color differentiated. |

|
|||||
APP N° 347
|
Color control of seat belt sockets Seat belt sockets should be color controlled. |

|
|||||
APP N° 342
|
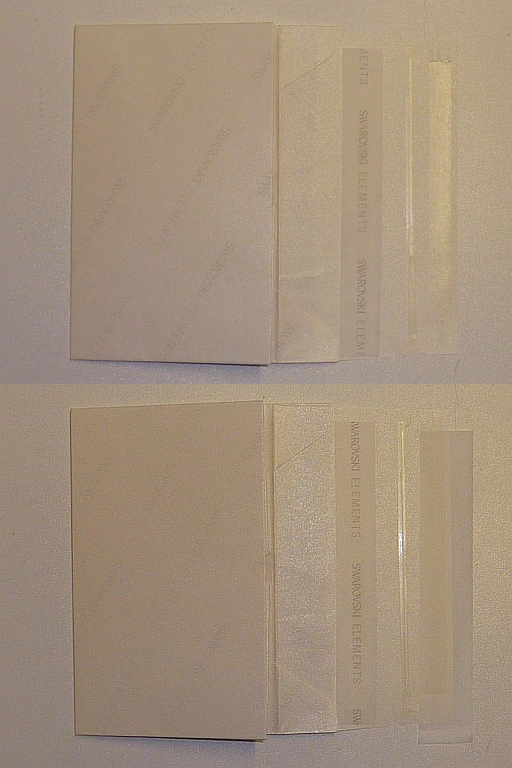
Plastic film presence control The presence of a plastic film on an envelope should be controlled. It has to be taken into account that the glue stripe of the envelope is slightly fluorescent in the presence of UV light, whereas the matt plastic film (which covers the glue stripe) absorbs the UV light a bit. |
|
|||||
APP N° 341
|
Plastic film plunging control Folds in a matt plastic film should be detected. |
|
|||||
APP N° 338
|
Plastic film thickness measurement The thickness of a plastic film should be measured. |

|
|||||
APP N° 337
|
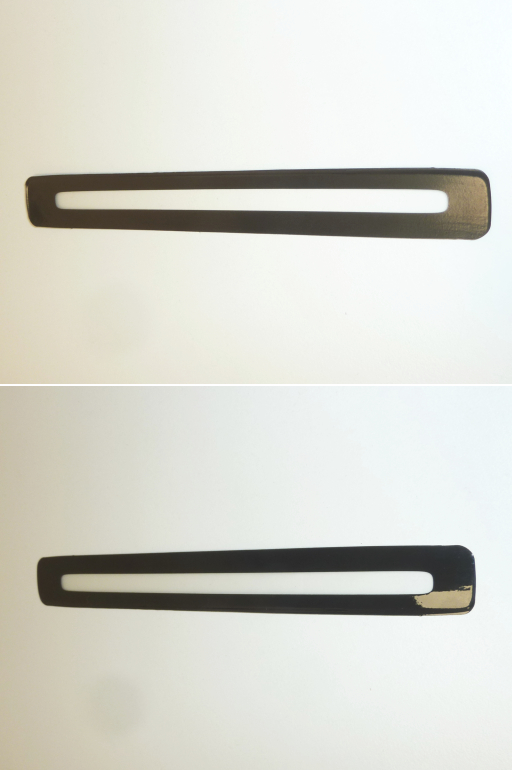
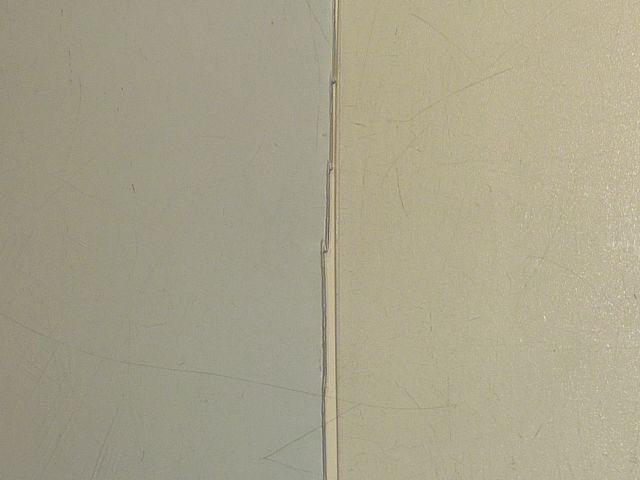
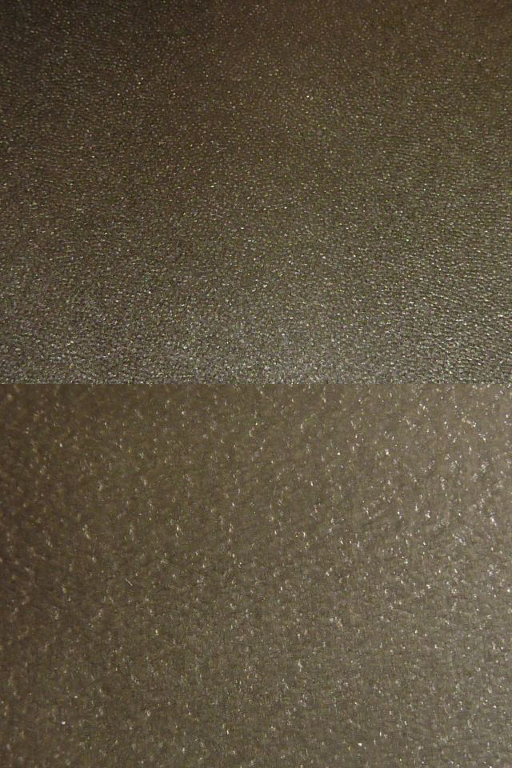
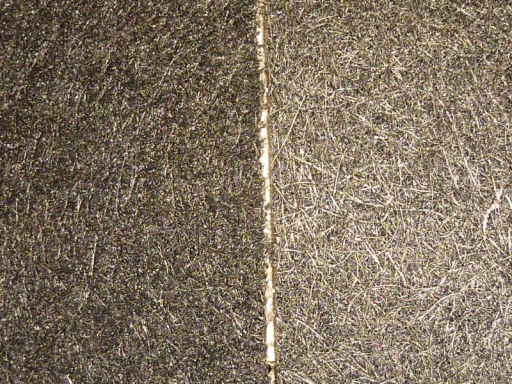
Differentiation between front- and backside of a plastic film The glossy front side of a plastic film should be differentiated from the coarse back side. |

|
|||||
APP N° 330
|
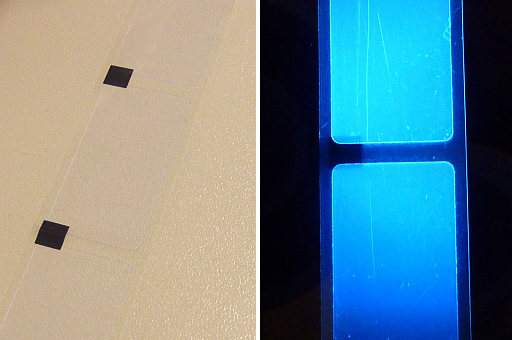
Detection of a transparent fluorescent label on transparent plastic film A transparent plastic label should be detected on a transparent plastic film. It should be taken into account, that the label is fluorescent in using UV-light. |
|
|||||
APP N° 323
|
Color differentiation of black and gray colored natural fiber interior components Black and gray colored natural fiber components should be quality controlled. |
|
|||||
APP N° 320
|
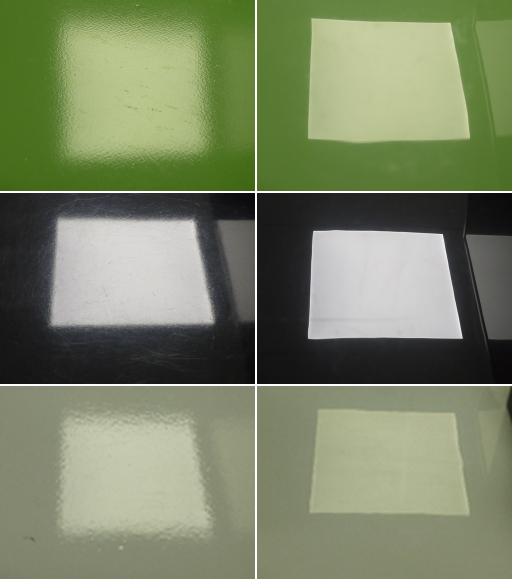
Differentiation of slightly diffuse plastic films Transparent but slightly diffuse plastic films should be differentiated. The haze of the plastic films should be controlled. |
|
|||||
APP N° 312
|
Detection of different color marks on different plastic tubes Different color marks should be detected on different plastic tubes. |

|
|||||
APP N° 301
|
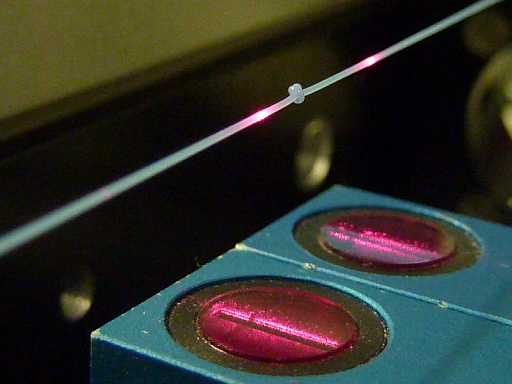
Detection of an edge on the front side of a silicon tube An edge on a silicon tube should be detected. At this, the silicon tube is turning around its own axis while the laser spot of the laser edge detector is directed onto the front side. |

|
|||||
APP N° 297
|
Color differentiation of plastic fittings The color of plastic fittings should be controlled. At this, the high gloss factor of the surface reduces the contrast difference between the three different components. |

|
|||||
APP N° 296
|
Detection of a ravel in a fast moved plastic fiber bundle A ravel in a fast moved plastic fiber bundle should be detected. At this, an optical fiber through beam head is placed in way, that the normal plastic fiber bundle stream does not cover the optical beam. However, if a ravel appears, the optical beam will be partly interrupted and this leads to a decrease of the receiver signal. |

|
|||||
APP N° 292
|
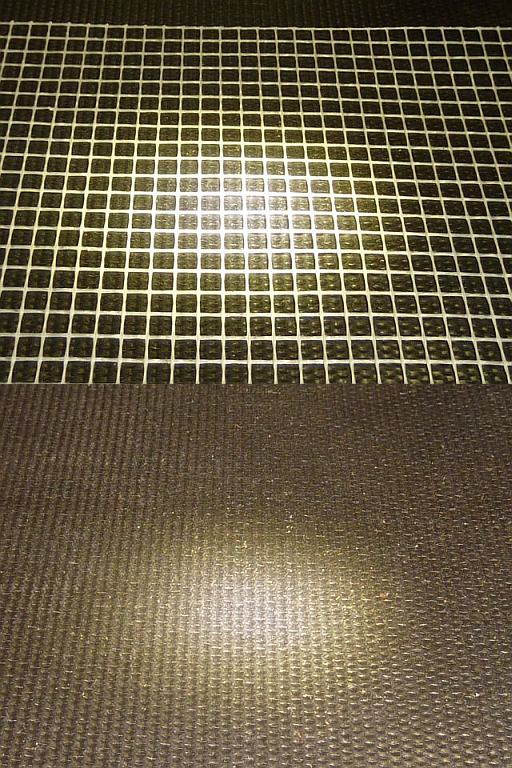
Presence control of a plastic grid The presence of a white plastic grid on a black background should be detected. |
|
|||||
APP N° 287
|
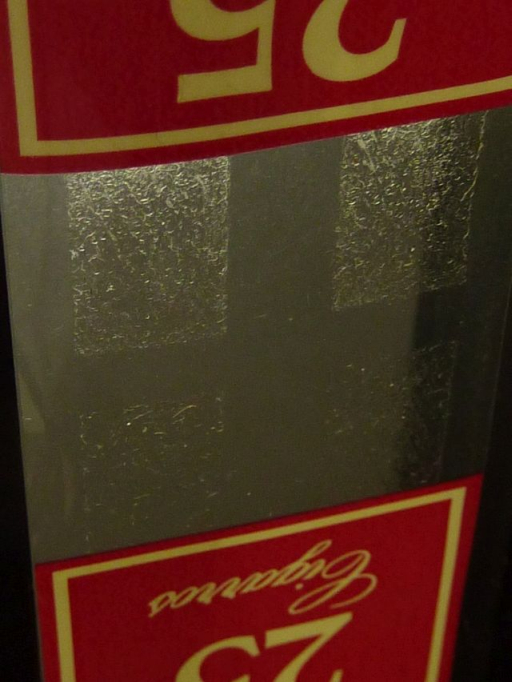
Color mark detection on aluminum coated plastic film Color marks should be detected on aluminum coated plastic foil. An analog as well as a digital signal is required at the sensor output. |

|
|||||
APP N° 280
|
Detection of an edge on a plastic tube During the rotation of a plastic tube, an edge on the upper side of the tube should be detected. |

|
|||||
APP N° 279
|
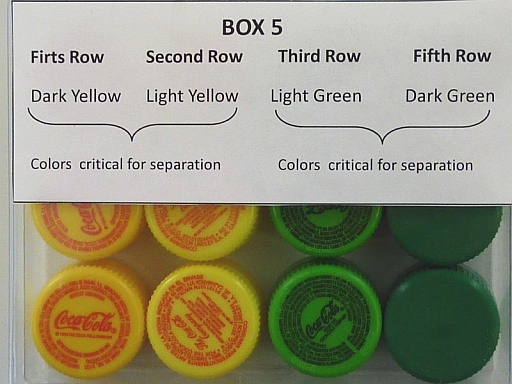
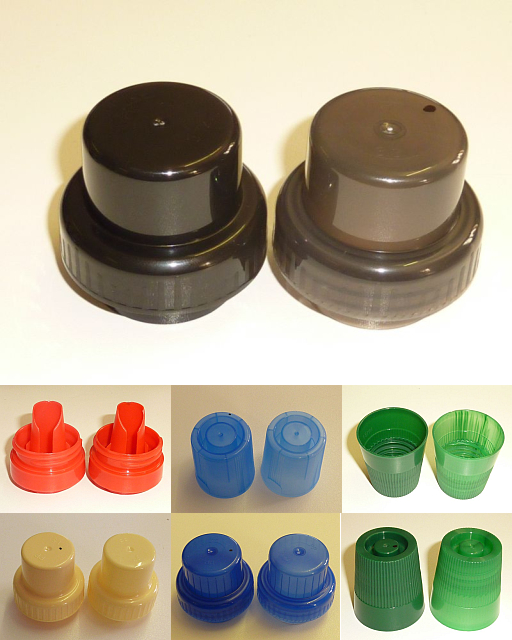
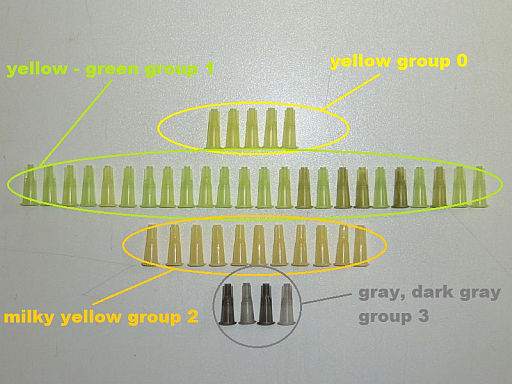
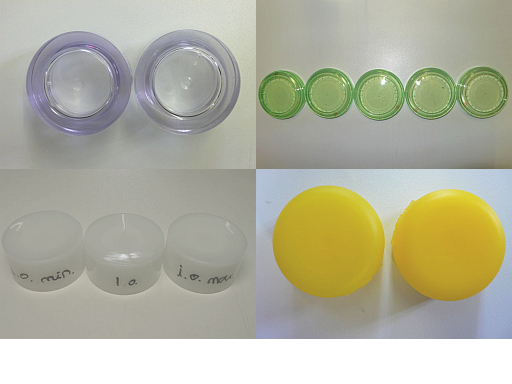
Color control of plastic screw caps V Different colored plastic screw caps (dark yellow, light yellow, light green and dark green) should be differentiated. |
|
|||||
APP N° 278
|
Color control of plastic screw caps IV Three different colored plastic screw caps (light blue, blue and dark blue) should be differentiated. |
|
|||||
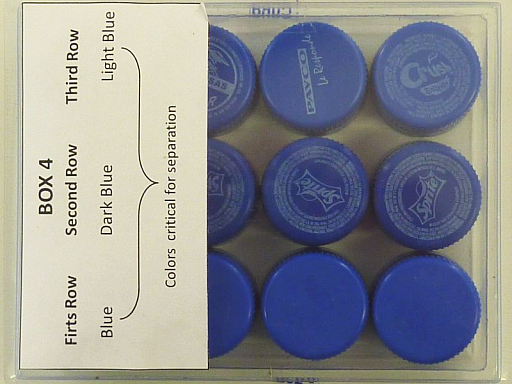
APP N° 277
|
Color control of plastic screw caps III Three different colored plastic screw caps (black, light gold and dark gold) should be differentiated. |
|
|||||
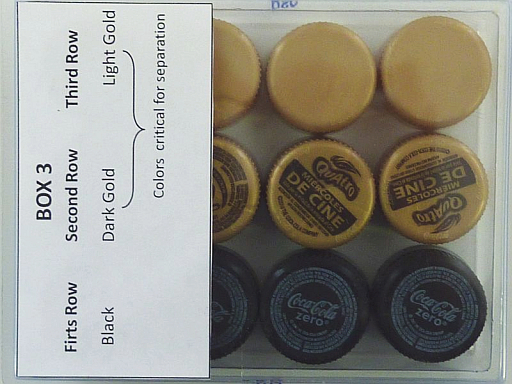
APP N° 276
|
Color control of plastic screw caps II Three different colored plastic screw caps (white, light red and dark red) should be differentiated. |
|
|||||
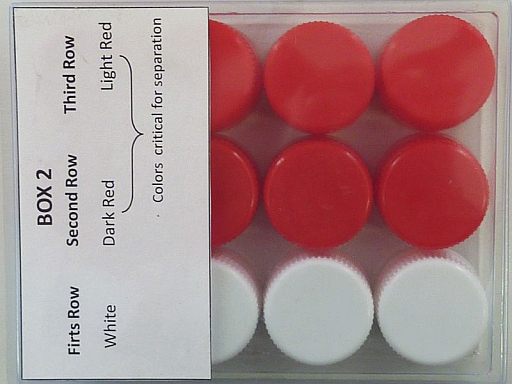
APP N° 275
|
Color control of plastic screw caps I Three different colored plastic screw caps (light orange, dark orange and gray) should be differentiated. |

|
|||||
APP N° 273
|
Detection of color drifts of plastic preforms The drift of plastic preforms should be detected during the handling process. At this, the matrix with the preforms stops for a few hundred milliseconds, it is sufficient to check one of the preforms on each matrix. There will be preforms with different colors produced, thus the systems should be easy adapted to another color. |

|
|||||
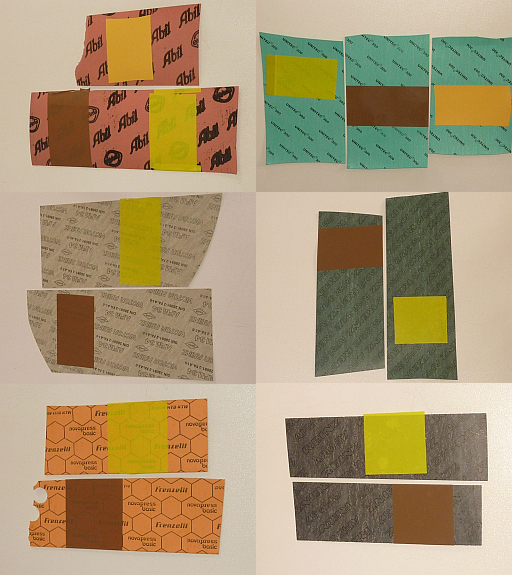
APP N° 272
|
Detection of an adhesive tape on plastic flooring An adhesive tape, which has the task to combine the two ends of the plastic flooring, should be detected. At this, the plastic flooring can be different in color; the tape, however, is either yellow or brown in color. |
|
|||||
APP N° 271
|
Detection of glue on a plastic film The presence of a glue layer on a plastic film should be detected. Almost the whole width of the plastic film should be controlled. The glue is slightly UV fluorescent, whereas the plastic film is UV neutral. |
|
|||||
APP N° 267
|
Color differentiation of plastic cans Red glossy plastic cans should be differentiated from black glossy plastic cans. At this, the distance from the sensor to the cans is changing a few mm. |

|
|||||
APP N° 242
|
Presence control of an optical transparent plastic film The presence of a transparent plastic film should be controlled. At this, the distance of the sensor to the plastic film should be in minimum 1m and it should be noticed, that the plastic film can flutter a few millimeters. |
|
|||||
APP N° 231
|
Schlieren detection on transparent colored plastic closures Schlieren on transparent colored plastic closures should be detected. |

|
|||||
APP N° 230
|
Color control of transparent plastic closures The color of transparent plastic closures should be controlled. At this, different colored transparent closures (e.g. orange, violet, magenta) will be produced and the task is to hold the respective color in a certain range. |

|
|||||
APP N° 225
|
Color differentiation of three different plastic components in the interior field Three different colored plastic parts should be differentiated. |

|
|||||
APP N° 224
|
Differentiation of plastic bottles with different wall thickness Plastic bottles with different wall thickness should be differentiated. |

|
|||||
APP N° 223
|
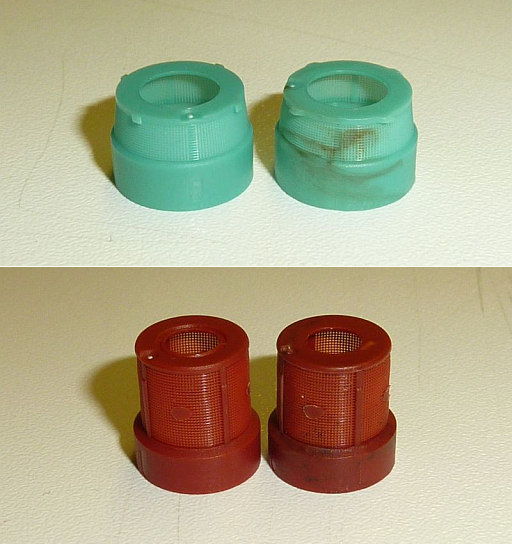
Color quality control of plastic strainer The quality of green as well of red plastic strainer should be controlled. |
|
|||||
APP N° 206
|
Color differentiation of brown plastic door seals Two different brown colored plastic seals should be differentiated. |

|
|||||
APP N° 205
|
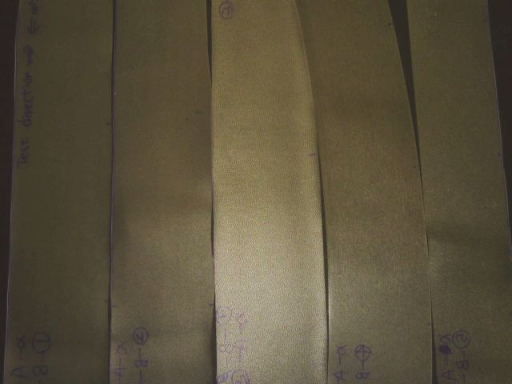
Color differentiation of plastic stripes Different colored plastic stripes should be differentiated. |
|
|||||
APP N° 201
|
Color control of plastic closures The color of plastic closures should be controlled. The main task is not to distinguish between different colors but to check, whether the same closure is in a certain color tolerance. |
|
|||||
APP N° 200
|
Color control of PET preforms Different colored PET preforms which are used in the bottle industry should be differentiated. |

|
|||||
APP N° 187
|
Detection of the position of optical transparent plastic label on optical transparent plastic film The position of a transparent label on a transparent film should be detected. At this the speed of the film is in the range of a few m/s. |
|
|||||
APP N° 180
|
Detection of a perforation line in a plastic film A perforation line should be detected in a plastic film. At this, the speed of the plastic film is a few m/s and the diameter of the holes in the plastic film is approximately 0.3mm. |

|
|||||
APP N° 178
|
Edge detection of a plastic label on a plastic film The edge of a plastic label should be detected on a plastic film. |
|
|||||
APP N° 176
|
Color differentiation of plastic bottles During the recycling process different colored PET-bottles should be separated. Even light blue colored plastic bottles must be differentiated from clear transparent PET-bottles. At this the speed of the bottles is a few m/s. There can be condense water accumulated in the bottles, which causes water drops inside the bottles. Furthermore the bottles come with a label. |

|
|||||
APP N° 161
|
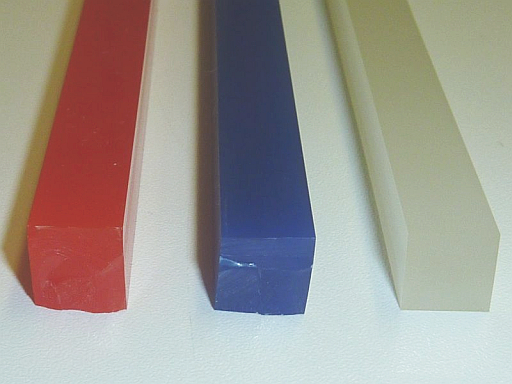
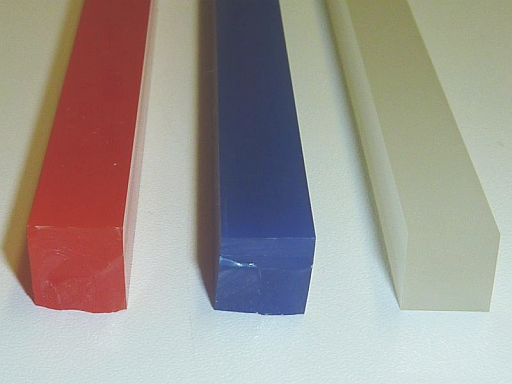
Width control of polyurethane profiles The width of different colored polyurethane profiles should be measured during the production. |
|
|||||
APP N° 160
|
Height control of polyurethane profiles The height of different colored polyurethane profiles should be controlled. It has to be aware that the polyurethane material is slightly milky which means, that light which is directed onto the profile will partly enter the surface. |
|
|||||
APP N° 159
|
Color control of plastic buttons in the automotive interior field Plastic buttons should be color controlled. It has to be taken into account, that the angle alignment of the plastic buttons is arbitrary during the control process. |

|
|||||
APP N° 158
|
Edge position control of a transparent plastic film The position of the edge of a transparent plastic film should be controlled. |

|
|||||
APP N° 156
|
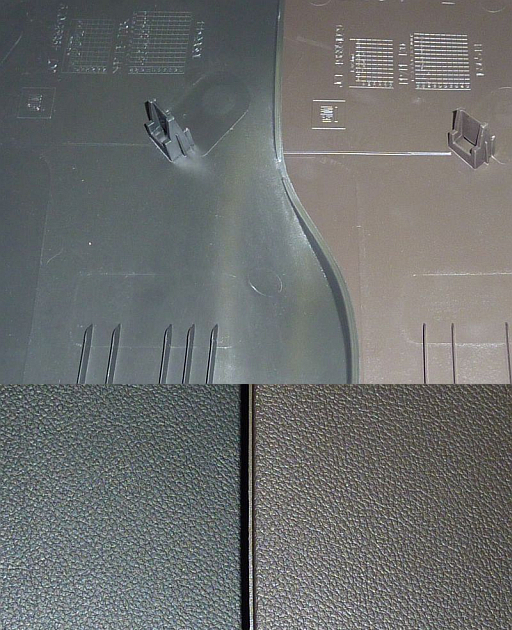
Color differentiation between black and dark brown plastic interior components Two plastic interior parts should be color differentiated. Due to assembly reasons, the backside as well as the front side of the two components should be controlled, respectively. |
|
|||||
APP N° 131
|
Differentiation of plastic monofilaments Plastic monofilaments, different in size or in color, should be differentiated. |

|
|||||
APP N° 122
|
Capsule direction control The direction of capsules in a mechanical guide should be controlled. The capsules consist of two parts at which one component has a diameter which is approximately 0.3mm bigger as the other. The capsules will be linearly moved with a speed of 0.4m/s and the diameter of the different types is between roughly 3mm and 8mm. The color of the capsules can change from white to black, all colors even transparent types are possible. |

|
|||||
APP N° 121
|
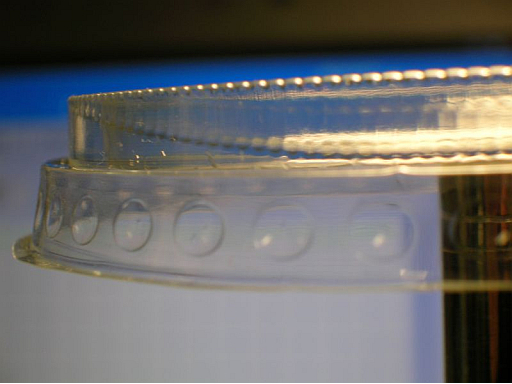
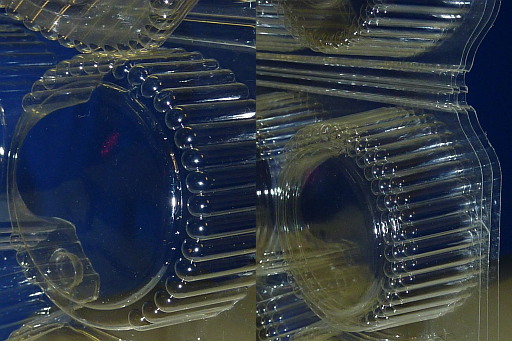
Control of the presence of straight knurling on a transparent plastic closure On a transparent plastic closure the straight knurling should be detected. On incorrect closures the straight knurling is partly not present. |
|
|||||
APP N° 120
|
Double transparency film control The presence of a transparent blister foil should be controlled with a reflective sensor system. Furthermore it must be distinguished between one, two or three blisters. |

|
|||||
APP N° 108
|
Knot and defect control of mono filaments Knots as well as defects on mono filaments and threads should be detected. At this, different diameters of filaments and threads are possible and the feed rate lies in the range of a few m/s. |
|
|||||
APP N° 103
|
Control of the number of blister packages During the handling process of blister packages it can happen, that more than one blister package will be transported simultaneously, this should be avoided. |
|
|||||
APP N° 96
|
Differentiation between front side and back side of closures During the production of dispensers for moist wipes the closure site (front side and back side) must be controlled. |

|
|||||
APP N° 92
|
Color differentiation of syringe capsules Syringe capsules must be color differentiated. At this, there should be detected also an unacceptable color change from batch to batch of the same capsule type. |
|
|||||
APP N° 86
|
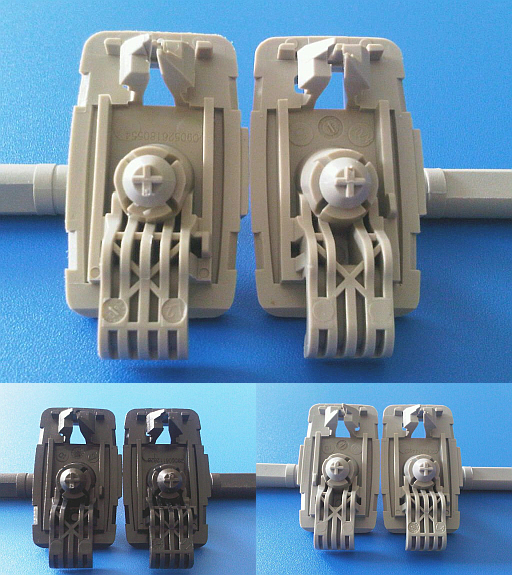
Differentiation of different colored plastic parts with different number of bars Plastic parts with four (the bar located in the middle is shorter) and five long bars must be distinguished independent of the color. |
|
|||||
APP N° 74
|
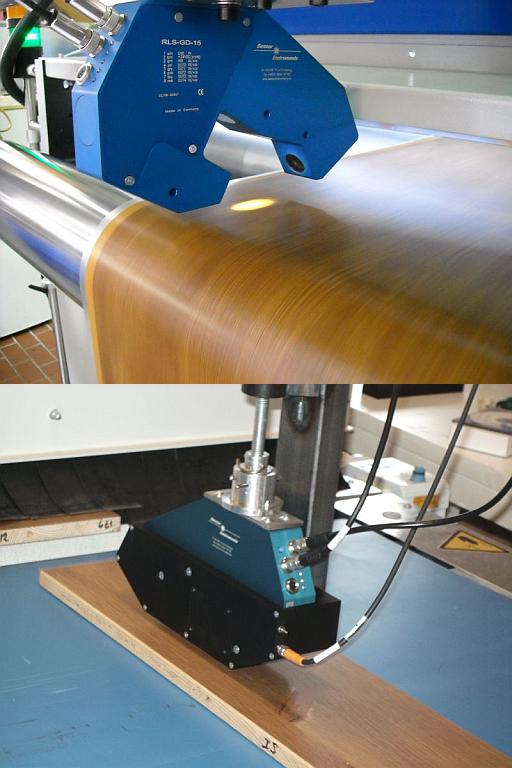
Inline gloss measurement of plastic films and laminated plates During the production of plastic films as well as of laminated plates the gloss factor should be measured. |
|
|||||
APP N° 71
|
Optical transparent plastic foil position control The position of an optical transparent plastic film should be controlled in a range of approximately 50mm. |
|
|||||
APP N° 20
|
Closure head color control Different plastic closure heads should be color controlled. |
|
")